
Casting is a manufacturing process in which molten metal or another liquid material is poured or injected into a mold and allowed to solidify into a required shape. In metal manufacturing, it is used to produce parts with complex geometries, internal cavities, ribs, bosses, and curved surfaces that may be difficult or costly to machine from solid stock.
This article explains what casting means, how the casting process works, the main types of casting, commonly used materials, typical applications, and how to decide whether casting is suitable for a specific metal part.
What Is Casting in Manufacturing?

In manufacturing, casting is a near-net-shape process. This means the part is formed close to its final geometry during the molding and solidification stage, rather than being completely cut from a solid block of material.
For example, if a housing, bracket, pump body, valve body, or engine component has complex geometry, casting can form most of the required shape directly. Only critical surfaces, threaded holes, sealing faces, bearing seats, or tolerance-sensitive features may need secondary CNC machining.
This is different from machining, where material is removed from a billet, plate, bar, or block until the final shape is achieved. Machining can provide high precision, but for complex shapes it may generate significant material waste and require long processing time. Casting can reduce this waste by forming the part geometry inside a mold.
Casting is commonly used when a component has one or more of the following characteristics:
- Complex external shape
- Internal cavity or hollow structure
- Curved surfaces
- Integrated ribs, bosses, or mounting points
- Large size or heavy weight
- Medium to high production volume
- Material requirements that suit molten metal forming
- Need for lower unit cost after tooling is completed
Although casting can produce parts close to the final shape, it is not always a complete replacement for machining. Many cast components still require secondary operations to achieve final tolerance, surface roughness, assembly fit, or functional performance.
How Does Casting Work?

Casting works by turning molten material into a solid part inside a mold. Although different casting methods use different equipment and mold types, the basic process usually follows the same steps.
1. Mold or Pattern Design
The process starts with the design of the part, pattern, or mold cavity. Engineers need to consider the final shape, shrinkage allowance, draft angles, wall thickness, and areas that may require machining after casting.
2. Mold Preparation
The mold is prepared according to the selected casting method. It may be made from sand, metal, ceramic, or other heat-resistant materials, depending on the part size, material, tolerance, and production volume.
3. Melting the Material
The chosen metal or alloy is heated until it becomes liquid. Common casting materials include aluminum, zinc, magnesium, cast iron, steel, brass, and bronze.
4. Pouring or Injecting
The molten metal is poured or injected into the mold cavity. Sand casting usually uses gravity pouring, while die casting uses high pressure to force the metal into the die.
5. Cooling and Solidification
After the mold is filled, the metal cools and solidifies into the required shape. Cooling control is important because uneven solidification can cause shrinkage, porosity, or warping.
6. Removing the Casting
Once the part has cooled enough, it is removed from the mold. In sand casting, the mold is broken apart; in die casting or permanent mold casting, the mold opens and the part is ejected.
7. Finishing and Inspection
Excess material such as gates, runners, or risers is removed. The casting may then go through deburring, CNC machining, heat treatment, surface finishing, and inspection before final use.
Main Types of Casting Processes
Casting includes multiple process formats. The right casting method depends on part size, geometry, alloy, tolerance, surface finish, production volume, and cost target.
Sand Casting
Sand casting uses a sand mold to form the part shape. A pattern is placed into sand to create the mold cavity, and molten metal is poured into the cavity. After solidification, the sand mold is broken to remove the casting.
Sand casting is suitable for large parts, heavy components, low to medium production volumes, and complex shapes. It is commonly used for pump housings, valve bodies, machine bases, engine blocks, pipe fittings, and industrial machinery parts.
The main advantage of sand casting is flexibility. It can handle a wide range of metals and part sizes. Tooling cost is usually lower than die casting or permanent mold casting. However, sand casting normally has rougher surface finish and wider dimensional tolerances compared with die casting or investment casting.
Die Casting
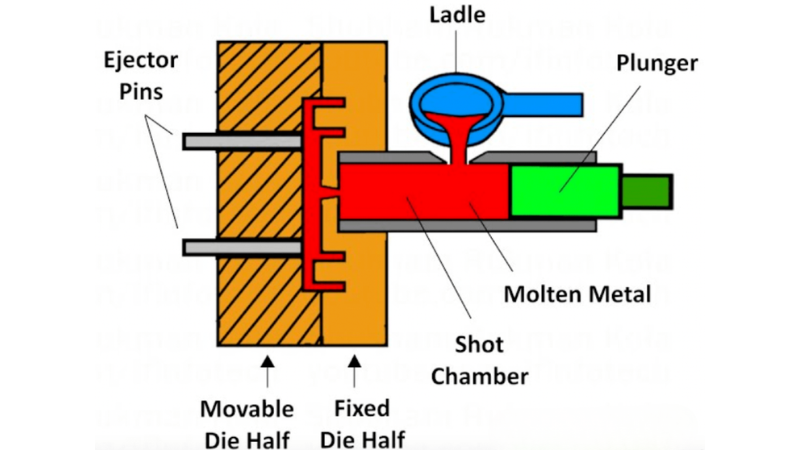
Die casting uses a reusable steel mold, called a die. Molten metal is injected into the die cavity under high pressure. After solidification, the die opens and the part is ejected.
Die casting is mainly used for non-ferrous metals such as aluminum, zinc, and magnesium alloys. It is suitable for high-volume production of parts with consistent dimensions, thin walls, good surface finish, and detailed features.
Common die casting parts include automotive housings, electronic enclosures, heat sink components, brackets, gearbox housings, motor housings, and consumer product components.
The main limitation is tooling cost. Die casting dies are expensive to manufacture, so the process is usually more economical for medium to high production volumes. It is not always suitable for very large parts or alloys with very high melting temperatures.
Permanent Mold Casting
Permanent mold casting uses a reusable metal mold instead of a sand mold. Molten metal is poured into the mold by gravity or low pressure.
This process is suitable for medium to high production volumes and provides better dimensional consistency than sand casting. It is commonly used for aluminum and copper-based alloy parts.
Permanent mold casting is often used when the production volume does not justify high-pressure die casting tooling, but better surface finish and dimensional control are required than sand casting can provide.
Investment Casting
Investment casting, also known as lost wax casting, uses a wax pattern to create a ceramic mold. The wax is melted or burned out, leaving a cavity into which molten metal is poured.
This process is suitable for complex parts with fine details, thin walls, and better surface finish. It can cast steel, stainless steel, aluminum, cobalt alloys, nickel alloys, bronze, and other materials.
Investment casting is used for aerospace components, medical instruments, turbine parts, valves, impellers, precision brackets, and industrial hardware.
Compared with sand casting, investment casting can provide better detail and surface quality. However, it usually has higher process cost and longer production lead time.
Centrifugal Casting
Centrifugal casting uses a rotating mold. Molten metal is poured into the spinning mold, and centrifugal force pushes the metal against the mold wall.
This method is suitable for cylindrical or rotationally symmetrical parts, such as pipes, sleeves, bushings, rings, rollers, and liners.
Because impurities and lighter inclusions tend to move toward the inner surface during rotation, centrifugal casting can produce dense outer zones with good mechanical properties. However, it is mainly limited to round or axisymmetric geometries.
Common Materials Used in Casting
Material selection affects casting performance, mechanical properties, corrosion resistance, weight, cost, and post-processing requirements.
Aluminum Alloys
Aluminum alloys are widely used in casting because they are lightweight, corrosion resistant, and have good thermal conductivity. Aluminum die casting and aluminum sand casting are common in automotive, electronics, machinery, and lighting applications.
Typical aluminum casting parts include housings, covers, brackets, heat sinks, pump bodies, and structural components. Aluminum is often selected when weight reduction is important.
Zinc Alloys
Zinc alloys have excellent fluidity and are suitable for small, detailed, thin-walled components. Zinc die casting can achieve good dimensional accuracy and surface finish.
Zinc is commonly used for connectors, locks, handles, small housings, brackets, hardware components, and precision consumer product parts.
Magnesium Alloys
Magnesium alloys are very light and are used when weight reduction is a key design requirement. They are often used in automotive, electronics, aerospace, and handheld equipment applications.
However, magnesium casting requires careful process control due to its reactivity during melting and handling.
Cast Iron
Cast iron has good castability, wear resistance, vibration damping, and compressive strength. It is often used for machine bases, engine blocks, brake components, pump housings, valve bodies, pipe fittings, and heavy industrial parts.
Different grades, such as gray iron, ductile iron, and white iron, provide different mechanical properties and performance characteristics.
Steel
Steel castings are used when higher strength, toughness, wear resistance, or heat resistance is required. Steel casting is common in mining, construction machinery, rail, energy, valves, and heavy equipment industries.
Compared with aluminum or cast iron, steel has a higher melting temperature and is more difficult to cast. It often requires stricter process control, heat treatment, and inspection.
Copper-Based Alloys
Copper-based alloys, including brass and bronze, are used for parts requiring corrosion resistance, wear resistance, conductivity, or bearing performance.
Common applications include bushings, bearings, marine hardware, valve components, pump parts, fittings, and electrical components.
Advantages of Casting in Manufacturing
Casting remains widely used because it can solve manufacturing problems that are difficult to address with machining, forging, welding, or fabrication alone.
Complex Shape Capability
Casting can produce complex external and internal geometries. Features such as curved surfaces, hollow sections, ribs, bosses, and integrated mounting structures can often be formed directly in the mold.
This makes casting useful for housings, bodies, covers, impellers, manifolds, pump components, and structural parts.
Suitable for Large and Heavy Parts
Some parts are too large or heavy to machine economically from solid stock. Sand casting and related processes can produce large industrial components with relatively flexible tooling requirements.
Examples include machine tool bases, pump casings, valve bodies, engine blocks, and construction equipment parts.
Material Flexibility
Casting can be used with many metals and alloys. The process can be adapted for aluminum, zinc, magnesium, iron, steel, copper alloys, and specialized high-performance alloys.
This allows manufacturers to match the material to strength, weight, wear resistance, corrosion resistance, thermal performance, or cost requirements.
Lower Material Waste for Complex Parts

Compared with CNCmachining from solid stock, casting can reduce material waste for complex parts. Instead of cutting away large amounts of material, the molten metal fills a mold close to the final part shape.
This is especially valuable when the material is expensive or the part geometry would require significant machining time.
Cost Efficiency at Suitable Production Volumes
Once tooling and process parameters are established, casting can produce repeated parts efficiently. Die casting is especially effective for high-volume production because cycle times are short and part-to-part consistency is strong.
Sand casting and investment casting may be more suitable for lower volumes, complex designs, or larger parts.
Limitations of Casting
Casting is not the best choice for every part. The process has technical limits that must be considered during design and manufacturing planning.
Tooling Cost

Some casting processes require expensive tooling. High-pressure die casting dies, permanent molds, and investment casting tooling can increase initial project cost.
For low-volume production, tooling cost may be difficult to justify unless the part geometry strongly favors casting.
Dimensional Tolerance Limits
Casting tolerances are affected by material shrinkage, mold accuracy, cooling rate, mold wear, and process stability. Although some casting processes can achieve good dimensional control, they may not match precision machining for tight-tolerance features.
Critical surfaces often need secondary CNC machining.
Surface Finish Variation
Surface finish depends heavily on the casting method. Sand casting usually produces a rougher surface. Die casting and investment casting can achieve smoother surfaces, but may still require finishing if the part has cosmetic or sealing requirements.
Casting Defects

Common casting defects include porosity, shrinkage cavities, inclusions, cold shuts, misruns, cracks, and warping.
These defects can reduce strength, leak tightness, surface quality, or dimensional accuracy. Proper mold design, gating design, pouring temperature, venting, cooling control, and inspection are necessary to reduce defect risk.
Post-Processing Requirements
Cast parts often need additional operations. These may include removing gates and risers, deburring, machining, heat treatment, surface finishing, coating, and inspection.
When evaluating cost, buyers should consider the total manufacturing route, not just the casting step.
Casting vs Other Manufacturing Processes
Choosing casting requires comparison with other manufacturing methods. The best process depends on part geometry, production volume, material, tolerance, mechanical performance, and cost.
Casting vs Machining

Casting forms the basic part shape in a mold. Machining removes material from solid stock to create the final geometry.
Casting is often better for complex shapes, hollow parts, large parts, and repeated production. Machining is better for prototypes, tight tolerances, precision surfaces, and low-volume parts without expensive tooling.
In many real projects, casting and machining are used together. Casting creates the near-net-shape blank, and CNC machining finishes the critical dimensions.
Casting vs Forging
Forging shapes solid metal through compressive force. It usually provides strong mechanical properties because the metal grain structure is deformed and aligned during the process.
Casting is better for complex shapes and internal cavities. Forging is better for parts requiring high strength, impact resistance, and fatigue performance.
For example, a complex pump housing may be cast, while a highly loaded shaft or connecting rod may be forged.
Casting vs Fabrication
Fabrication uses cutting, bending, welding, and assembly to create a part or structure from sheets, plates, tubes, or profiles.
Casting can create an integrated one-piece component, while fabrication often joins multiple pieces together. Casting may reduce assembly steps and improve structural integration, but fabrication can be more flexible for large welded structures and low-volume projects.
Casting vs 3D Printing
3D printing can create complex geometries without traditional tooling. It is useful for prototypes, low-volume parts, and geometries that are difficult to make with conventional methods.
However, casting is usually more cost-effective for many metal parts at scale. Casting also offers a wide range of industrial alloys and established quality control methods for production applications.
Common Applications of Casting
Casting is used across many industries because it can produce strong, complex, and repeatable metal parts.
Automotive Parts
Automotive casting applications include engine blocks, cylinder heads, transmission housings, brackets, wheels, brake components, suspension parts, and electric vehicle battery housings.
Aluminum die casting is widely used where lightweight structure, dimensional consistency, and production efficiency are important.
Industrial Machinery
Casting is common in machinery because many equipment parts require complex shapes, strength, wear resistance, and vibration damping.
Typical parts include pump housings, valve bodies, gearboxes, machine tool bases, bearing housings, impellers, and hydraulic components.
Aerospace Components
Aerospace casting is used for precision components, turbine parts, brackets, housings, and high-performance alloy parts. Investment casting is especially important for complex aerospace parts that require fine detail and controlled material properties.
Electrical and Electronics Components
Casting is used for heat sinks, enclosures, connectors, shielding parts, motor housings, and lighting components. Aluminum and zinc die casting are common because they support detailed features and consistent production.
Construction and Infrastructure
Casting is used for pipe fittings, drainage covers, structural connectors, heavy-duty hardware, valves, and construction equipment components. Cast iron and steel castings are common in these applications due to strength, wear resistance, and durability.
Consumer and Hardware Products
Casting is also used for handles, locks, brackets, appliance components, furniture hardware, tool parts, and decorative metal products. Zinc die casting and aluminum die casting are often used for smaller components requiring surface finishing.
How to Choose the Right Casting Process

Selecting the right casting process requires more than choosing the lowest price. Each process has a different balance of tooling cost, part cost, precision, surface quality, production speed, and material compatibility.
Part Size and Weight
Large and heavy parts are often better suited to sand casting. Smaller parts with detailed features may be better suited to die casting or investment casting.
For very large industrial components, sand casting provides flexibility in mold size and material selection. For small high-volume parts, die casting can deliver faster production and better repeatability.
Production Volume
Production volume has a major influence on cost.
For low-volume projects, sand casting or investment casting may be more practical because tooling investment can be lower. For high-volume production, die casting may be more economical because the higher tooling cost is spread across many parts.
A process that is expensive for 100 pieces may be cost-effective for 100,000 pieces.
Material Requirements
Not every material works well with every casting process. Aluminum, zinc, and magnesium alloys are commonly used in die casting. Cast iron and steel are common in sand casting and investment casting. Copper-based alloys can be used in several casting methods depending on part design and performance requirements.
Material selection should be based on strength, corrosion resistance, wear resistance, thermal conductivity, weight, and service environment.
Tolerance and Surface Finish
If a part requires tight tolerance, smooth surface finish, or precise assembly features, the casting process must be selected carefully.
Die casting and investment casting usually offer better dimensional control and surface finish than sand casting. However, even these processes may still require machining for critical areas.
The drawing should clearly identify which dimensions are critical and which surfaces require secondary finishing.
Mechanical Performance
Mechanical requirements include tensile strength, hardness, impact resistance, fatigue life, wear resistance, and pressure tightness.
If the part must carry high loads or operate under pressure, the casting process must control internal defects. Material grade, heat treatment, wall thickness, and inspection method become important.
Cost Structure
Casting cost includes more than the price of pouring metal. The full cost may include design review, mold making, material, melting, casting, trimming, machining, heat treatment, surface finishing, inspection, packaging, and logistics.
A realistic cost comparison should evaluate the complete manufacturing route.
Design Considerations for Cast Parts

Good casting design improves manufacturability, reduces defects, and lowers production cost.
Wall Thickness
Wall thickness should be as uniform as possible. Large thickness changes can create uneven cooling, shrinkage cavities, porosity, and internal stress.
Thin walls may be difficult to fill, especially if the molten metal cools too quickly. Thick walls may require risers, feeding design, or local redesign to prevent shrinkage.
Draft Angles
Draft angles help the casting or pattern release from the mold. They are especially important in die casting, permanent mold casting, and sand mold pattern design.
Insufficient draft can cause part damage, mold wear, ejection problems, and higher scrap rate.
Ribs and Bosses
Ribs can increase stiffness without adding excessive wall thickness. Bosses are used for mounting holes, threaded inserts, or assembly points.
However, ribs and bosses must be designed carefully. If they create thick local sections, they may cause shrinkage or porosity.
Fillets and Radii
Sharp corners should be avoided where possible. Fillets and radii improve metal flow, reduce stress concentration, and help prevent cracks.
Internal corners, intersections, and transitions should be designed with suitable radii based on the casting process and material.
Machining Allowance
Some features cannot be cast to final accuracy. Bearing seats, sealing faces, threaded holes, gasket surfaces, precision bores, and mating surfaces often need machining allowance.
The design should show where machining is required and how much material should remain for final processing.
Gating and Feeding
Gates, runners, and risers control how molten metal enters and feeds the mold cavity. Poor gating design can cause turbulence, air entrapment, cold shuts, and incomplete filling.
For complex or high-performance castings, gating and solidification simulation may be used before tooling is finalized.
What Information Is Needed for a Casting Quote?
To evaluate a casting project accurately, a manufacturer needs clear technical information. Incomplete information often leads to inaccurate pricing, wrong process selection, or production delays.
A casting quote should ideally include:
- 2D drawings and 3D CAD files
- Material grade or required mechanical properties
- Part size and estimated weight
- Annual volume or batch quantity
- Tolerance requirements
- Surface finish requirements
- Heat treatment requirements
- Machining requirements
- Coating, plating, anodizing, painting, or other finishing needs
- Pressure-tightness or leak-test requirements
- Inspection standards
- Application environment
- Assembly function or critical working conditions
If the material or process has not been finalized, the manufacturer can help evaluate options based on the drawing, target cost, and application requirements.
FAQ
What is the simple definition of casting?
Casting is a manufacturing process where liquid material, usually molten metal, is poured into a mold and allowed to solidify into a required shape.
What is casting in manufacturing?
In manufacturing, casting is used to produce metal parts by shaping molten material inside a mold cavity. It is commonly used for parts with complex shapes, internal cavities, or geometries that are difficult to machine economically.
How does casting work?
Casting works by preparing a mold, melting the material, pouring or injecting it into the mold cavity, allowing it to cool and solidify, removing the part, and finishing or inspecting it as required.
What are the main types of casting?
The main types of casting include sand casting, die casting, investment casting, permanent mold casting, centrifugal casting, and continuous casting.
What materials can be used for casting?
Common casting materials include aluminum alloys, zinc alloys, magnesium alloys, cast iron, steel, brass, bronze, and other copper-based or specialty alloys.
Is casting better than machining?
Casting is better for complex shapes, hollow structures, and repeated production. Machining is better for tight tolerances, prototypes, and precision features. Many industrial parts use both processes: casting for the main shape and machining for critical dimensions.
What is the difference between casting and forging?
Casting shapes liquid metal in a mold. Forging shapes solid metal under compressive force. Casting is better for complex geometry and internal cavities, while forging is often better for parts that require high strength and fatigue resistance.
What is the most common casting process?
Sand casting is one of the most common and flexible casting processes because it can handle many metals and part sizes. Die casting is also widely used for high-volume production of aluminum, zinc, and magnesium alloy parts.
Conclusion
Casting is a manufacturing process that forms parts by pouring or injecting molten material into a mold and allowing it to solidify. It is widely used because it can produce complex metal components with efficient material usage and repeatable production capability.
The best casting process depends on part geometry, material, production volume, tolerance, surface finish, mechanical performance, and total cost. Sand casting, die casting, investment casting, permanent mold casting, centrifugal casting, and continuous casting each serve different manufacturing needs.
For industrial buyers and engineers, the key is not only to understand what casting is, but also to evaluate whether a specific part is suitable for casting. A good casting decision should consider design feasibility, tooling investment, defect control, machining requirements, inspection standards, and the final working environment of the part.
Request a Casting Quote from Honjenny
If you are planning a casting project or need to evaluate whether casting is suitable for your metal part, Honjenny can review your drawings, material requirements, production volume, tolerance needs, and surface finishing requirements. Send us your 2D drawings or 3D CAD files, and our team will help you assess the right casting process and provide a practical manufacturing quotation.

{kind=link}