Porosity in casting is one of the most common and costly defects in die casting. It can lead to leakage, machining failure, poor mechanical performance, and unstable product quality. In many cases, the real problem is not only the defect itself, but also the wrong judgment of its type and cause.
This article explains the main types of porosity in die casting, including gas porosity and shrinkage porosity. It also covers their causes, detection methods, and practical prevention steps. By reading this guide, die casting engineers, quality teams, product engineers, and OEM buyers can better identify porosity risks and make more effective process decisions.
What Is Porosity in Die Casting
Porosity in casting is one of the most common internal defects in die cast parts. It refers to small voids or cavities trapped inside the metal during filling, solidification, or both.
In die casting, porosity usually appears when gas cannot escape or when molten metal cannot fully feed the part as it shrinks during solidification. These voids may be small, but they can still affect sealing performance, strength, machining, and part reliability.
Main Types of Porosity in Die Casting
The two main types of porosity in die casting are gas porosity and shrinkage porosity. They may look similar at first, but their root causes and corrective actions are very different.
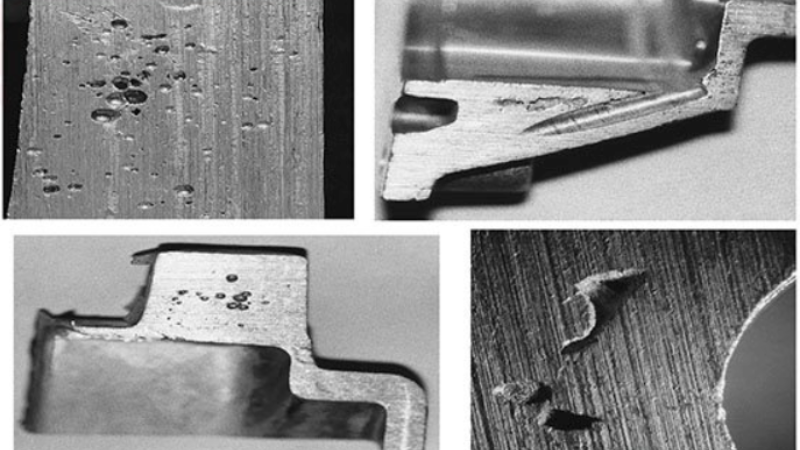
Gas Porosity
Gas porosity is a type of porosity caused by gas trapped in molten metal during filling or solidification.
In aluminum die casting, hydrogen is an important gas source because it can dissolve in molten aluminum and then come out as bubbles during solidification. If these bubbles cannot escape in time, they remain inside the casting as pores. Other gas sources include entrapped air, release agent vapor, and gases from plunger lubricant or moisture.
Gas porosity can also be classified by how the pores connect to the part surface.
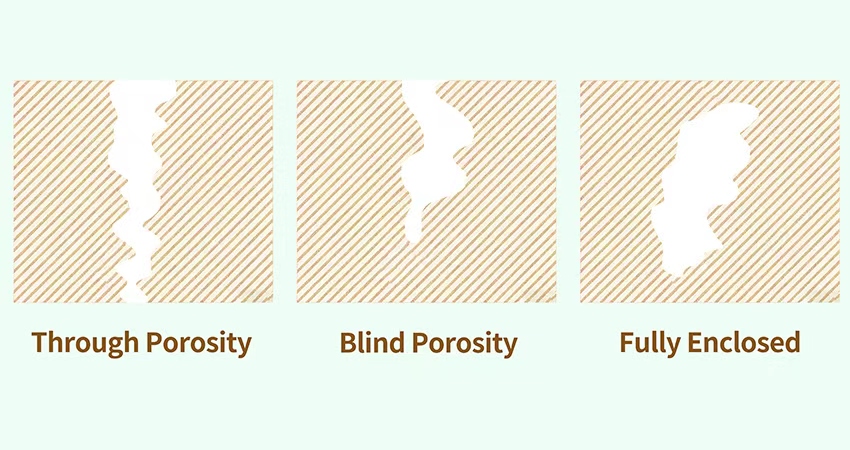
Through Porosity
Through porosity refers to pores that form a continuous path from one surface to another. This type is the most critical for sealing parts because it can directly cause air, oil, or coolant leakage.
Blind Porosity
Blind porosity refers to pores that open to one surface but do not pass completely through the part. It may not always cause immediate leakage, but it can become a problem after machining or pressure testing.
Fully Enclosed Porosity
Fully enclosed porosity refers to pores that are completely trapped inside the casting and do not connect to the surface. This type may not be visible from the outside, but it can still reduce mechanical strength and may be exposed during machining.
Shrinkage Porosity
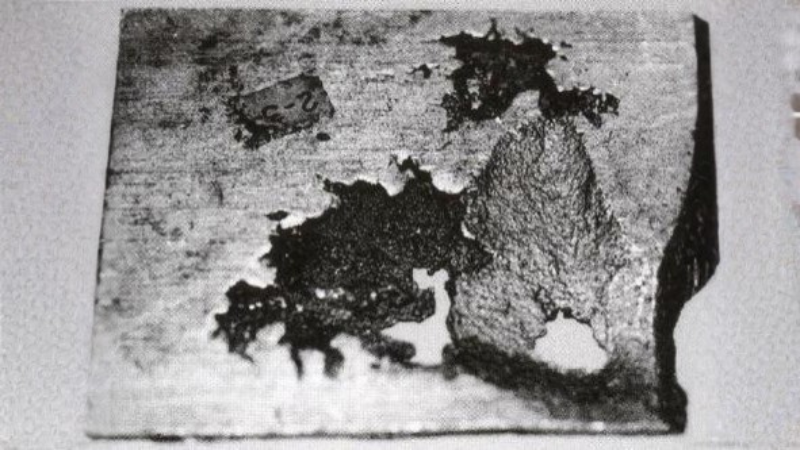
Shrinkage porosity is a void formed when the metal contracts during solidification and there is not enough liquid metal to feed the last solidifying area.
Shrinkage porosity usually looks irregular, angular, or elongated. The inner surface is often rough and dark rather than smooth. It is more likely to appear in thick sections, hot spots, rib roots, bosses, and other areas that solidify late.
Major Causes of Porosity in Die Casting
Porosity in die casting usually comes from two main sources. One is trapped gas. The other is insufficient feeding during solidification. Because the mechanisms are different, the causes should also be explained separately.
Causes of Gas Porosity
Gas porosity is mainly caused by gas being trapped in the metal and failing to escape before solidification. Common causes include:
- Poor gating design that creates unstable flow or turbulence
- High filling speed that increases air entrainment
- Early fast shot that causes metal splash and gas entrapment
- Weak venting or overflow design
- Deep cavities, dead ends, or areas where air cannot escape easily
- Excess release agent or moisture left in the die cavity
- Plunger lubricant or water contamination entering the shot sleeve
- Poor melt quality or inadequate degassing
- Dissolved hydrogen in molten aluminum, which can come out as bubbles during solidification and remain as pores if it cannot escape
Causes of Shrinkage Porosity
Shrinkage porosity is mainly caused by metal contraction during solidification without enough liquid metal to feed the last solidifying area. Common causes include:
- Thick sections or local hot spots
- Sudden wall thickness changes
- Poor part design that creates thermal concentration areas
- Low intensification pressure or late pressure build-up
- Insufficient holding time
- Gate design that freezes too early and blocks feeding
- Biscuit thickness that is too small to support pressure transfer
- High melt temperature that increases total shrinkage
- Poor cooling balance in the die, especially in thick or slow-cooling areas
Why Porosity Matters in Die Casting

Casting porosity is not just a small internal defect. It can create major problems in production and in end use.
For manufacturers, porosity can raise scrap rates, increase rework, and create unstable machining results. For quality teams, it can lead to leak failures, pressure test failures, and customer complaints.
For procurement teams and OEMs, porosity is also a sign of process control. If a supplier cannot correctly identify the type of porosity and control it in production, the risk to quality, delivery, and field performance becomes much higher.
How to Prevent Porosity in Die Casting
To prevent porosity in die casting, the first step is to identify whether the defect is mainly gas porosity or shrinkage porosity. The prevention method depends on the root cause. Gas porosity needs better gas control and venting. Shrinkage porosity needs better feeding during solidification.
Preventing Gas Porosity
The goal is to reduce trapped gas and help gas escape before the metal solidifies. Common actions include:
- Improve gating design to make metal flow more stable
- Reduce excessive filling speed that causes turbulence and air entrainment
- Set the fast shot change point more carefully
- Add or optimize vents and overflow wells
- Improve venting in deep cavities, dead ends, and difficult-to-exhaust areas
- Reduce release agent spray and make sure moisture is blown off before casting
- Prevent water, excess plunger lubricant, or other contaminants from entering the shot sleeve
- Improve melt cleanliness and degassing, especially for aluminum alloys with dissolved hydrogen
Preventing Shrinkage Porosity
The goal is to improve feeding in the last solidifying areas. Common actions include:
- Avoid thick sections, hot spots, and sudden wall thickness changes
- Make wall transitions smoother in part design
- Increase intensification pressure when needed
- Make sure pressure builds up in time
- Keep enough biscuit thickness for effective pressure transfer
- Optimize gate size and gate location so feeding is not blocked too early
- Extend holding time until the gate freezes
- Improve local cooling in thick sections and hot spots
- Use local squeeze pins or local extrusion if the part design allows it
For high-standard parts such as electronic housings and sealed communication components, Honjenny uses vacuum die casting technology.
Before injection, the air inside the cavity is removed to reduce trapped gas at the source. During the die casting process, this approach helps reduce the risk of gas porosity to an extremely low level. Porosity is not a random defect. It is the result of insufficient process control.
How Porosity Affects Part Quality
Reduced Mechanical Strength
Porosity can weaken the internal structure of a die cast part. When voids are present inside the metal, the part may become less reliable under load, vibration, or thermal cycling.
Leakage Risk
Porosity can create leak paths inside the casting. This is especially critical for parts that need to hold air, oil, coolant, or other fluids under pressure.
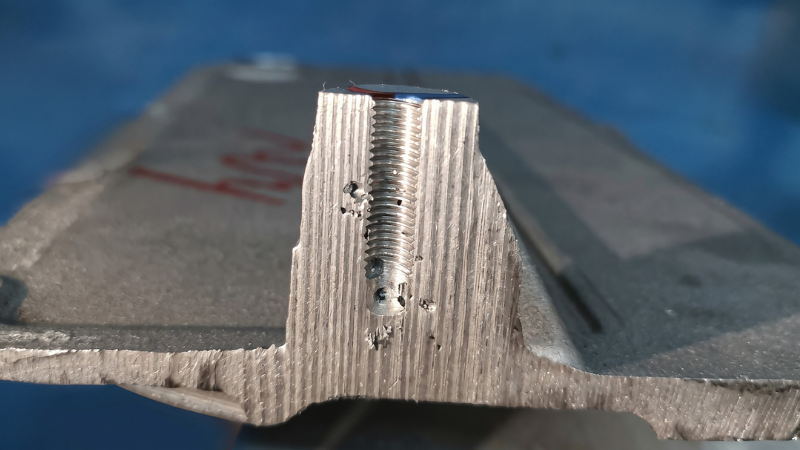
Machining Problems
Hidden pores may be exposed during drilling, milling, or tapping. Gas porosity often appears as round holes, while shrinkage porosity may show up as rough cavities or loose areas. This can lead to scrap, thread damage, or poor sealing surfaces.
Surface and Finishing Issues
If porosity is close to the surface, it can affect appearance and later processes. It may cause blistering, coating problems, or local weakness after finishing.
FAQs
Is porosity in casting always a defect?
In most die cast parts, porosity is considered a defect because it can affect strength, sealing, machining, or long-term reliability. The acceptable level depends on the part function and customer standard.
What is the difference between gas porosity and shrinkage porosity?
Gas porosity is caused by trapped gas and usually looks round and smooth. Shrinkage porosity is caused by poor feeding during solidification and usually looks rough, irregular, or elongated.
Can X-ray detect all casting porosity?
X-ray is very useful, but it does not replace process knowledge. Some porosity is easier to confirm through sectioning, machining results, or leak testing.
Where does porosity usually appear in die cast parts?
Gas porosity often appears near turbulent flow areas, dead ends, deep cavities, and poor venting zones. Shrinkage porosity is more common in thick walls, hot spots, bosses, rib roots, and the last solidifying areas.
Conclusion
Porosity in casting is one of the most important quality issues in die casting because it directly affects sealing, strength, machining, and customer acceptance.
The first step is to identify the porosity type correctly. Gas porosity and shrinkage porosity may look similar, but they come from different causes and need different solutions.
If the root cause is judged correctly, the path to improvement becomes much clearer. Teams can then adjust gating, venting, melt control, pressure, cooling, and part design in the right direction. That is how casting porosity is reduced in a stable and practical way.
Get Expert Support for Porosity in Casting
Honjenny helps manufacturers identify porosity in casting, improve die casting process control, and reduce quality risks in production. If you are dealing with leak failures, scrap, or machining defects caused by porosity, send us your inquiry today and our team will help you find the right solution.

{kind=link}