Die Casting Erosion is a critical issue in die casting production because molten metal continuously interacts with the die surface through flow and heat transfer. Over time, these interactions damage the mold to different degrees and reduce its service life.
In engineering terms, erosion refers to a progressive deterioration process in which the die surface is gradually attacked and degraded during production. For die casting engineers, tooling engineers, and quality engineers, understanding this mechanism is essential for improving die life and process stability.
What Is Die Casting Erosion?
During die casting, molten metal does not simply fill the cavity. It also exchanges momentum and heat with the mold surface at high speed and under rapidly changing pressure conditions.
These combined effects can damage the cavity surface, accelerate wear, and shorten mold life. In practice, this degradation is broadly described as die casting erosion.
Main Types of Die Casting Erosion

Based on the source and mechanism of damage, die casting erosion can generally be divided into three categories: direct corrosion, erosive wear, and cavitation erosion.
Direct Corrosion
Direct corrosion occurs when molten metal comes into contact with the die material and triggers chemical reactions at the surface. This usually happens when the cavity surface lacks an effective protective layer.
In this condition, molten metal can penetrate the mold surface directly, while metallic elements from the die, especially iron, diffuse into the casting alloy. These reactions promote the formation of intermetallic compounds between the die surface and the molten metal.
Erosive Wear
Erosive wear, also referred to as washout, usually occurs during filling when molten metal enters the cavity at excessive speed and generates turbulent flow. The turbulent metal stream directly impacts and damages the cavity surface.
This form of erosion can be divided into liquid impingement erosion and solid particle erosion. Liquid impingement creates localized erosion pits with directional characteristics, while solid particle erosion is caused by inclusions, intermetallic compounds, or pre-solidified particles suspended in the molten metal.
Cavitation Erosion
Cavitation erosion refers to cavity-like damage that forms on the die surface when molten metal flows at high speed under fluctuating pressure. Under these conditions, bubbles or voids form and later collapse in high-pressure regions.

When these cavities collapse, they generate intense impact forces on the cavity surface. Cavitation erosion typically begins with many fine pits on the metal surface, which then grow into larger crater-like defects over time.
Why Cavitation Erosion Is Different
The mechanisms behind chemical corrosion and erosive wear are relatively straightforward. Cavitation erosion is more complex because the cavitation process itself actively participates in and accelerates surface damage.
The key question is not only how cavitation forms, but also why it becomes so destructive in die casting conditions. Understanding this mechanism is essential for effective control.
The Root Cause of Cavitation Erosion
Cavitation begins when the local pressure in a flowing liquid suddenly drops below the vapor pressure of the liquid. At that moment, vaporization occurs and dissolved gases are released, forming bubbles or cavities.
As these bubbles move into regions of higher pressure, they rapidly contract and collapse. This collapse produces a sharp local pressure rise. When repeated near a solid wall, the resulting impacts can cause fatigue damage, surface degradation, and eventually material removal.
In essence, cavitation erosion is caused by the force and energy released during bubble contraction and collapse under pressure variation. The greater the pressure fluctuation, the greater the destructive potential of the bubble.
What Current Research Tells Us
Most existing analyses of cavitation behavior are still theoretical. Experimental observations are usually limited to specific test conditions, and nearly all well-established models are based on bubble dynamics in water.
By contrast, research on bubble behavior and cavitation inside molten metal remains very limited. This makes cavitation in die casting a particularly challenging topic for both study and process control.
From a research perspective, studying cavitation in liquids is essentially the study of how bubbles interact with metal walls under changing pressure conditions. Under fluctuating pressure, bubbles undergo repeated expansion and contraction, and this motion drives the surrounding fluid to act on the wall surface.
Because of this, the combined behavior of a bubble can often be treated as an equivalent external pressure acting on the die wall. The damage potential of the bubble can therefore be interpreted as the wall response to this equivalent pressure.
How Bubbles Damage the Die Surface
The interaction between the bubble and the solid was captured by a high-speed camera (shooting frequency of 80,000 frames per second), which describes the continuous “eating” of the solid by the bubble under pressure changes. (The video on the left is slowed down to 100 frames per second, and the video on the right is slowed down to 25 frames per second.)
Research shows that a bubble with a diameter of about 150 microns can generate a negative pressure effect of roughly -30 kPa at its boundary. This pressure drop can reduce the local melting point of the metal and make the cavity surface more vulnerable to corrosion.
Bubble-induced wall damage is also closer to a gradual nibbling process than an instantaneous fracture event. In other words, the bubble does not simply break the metal surface in a single impact.
Instead, it progressively removes material while interacting with the cavity wall. From this viewpoint, cavitation damage is more similar to fatigue failure than to brittle fracture.
Although the action of a single bubble lasts only about 0.1 ms, that is still enough to create a tiny pit on the metal surface. Once an initial pit forms, it becomes easier for new bubbles to remain trapped in that location due to curvature effects.
As a result, the surface becomes increasingly vulnerable, and cavitation erosion accelerates after the first pitting stage begins.
How to Control Cavitation Erosion in Die Casting
For die casting molds, cavitation erosion is clearly harmful. However, understanding its characteristics also helps engineers optimize production processes and control damage more effectively.
A useful comparison can be seen in ultrasonic fragmentation processes. In a molten metal bath, an ultrasonic probe intentionally generates bubbles, and periodic pressure changes force these bubbles to expand and collapse.
This bubble activity can break up and refine solidification structures, especially primary phases such as dendrites, and sometimes eutectic structures as well. The mechanism is similar to cavitation erosion on a die surface because both rely on the equivalent pressure generated during bubble collapse.
High-speed videography capturing the destructive behavior of bubbles against crystals—specifically by enhancing the video’s temporal resolution (as shown in the higher-resolution image on the right)—reveals that this destruction is rooted in fatigue damage rather than mechanical fracture.
In die casting, pressure changes inside the molten metal during filling are extremely intense. This includes the high-speed cavity filling stage driven by the plunger, as well as the subsequent intensification stage.
During these alternating pressure cycles, bubbles inside the molten metal are repeatedly compressed and collapsed. This can generate enough force to cause cavitation erosion and also contribute to erosive wear.
For this reason, erosion control in die casting must consider multiple variables together, including:
Mold-Related Factors
- The die material has a direct effect on erosion resistance. A better material can improve surface stability under heat and pressure.
- Lubrication is also important, Good lubrication can reduce direct contact between molten metal and the die surface.
- Surface treatment can also help, Oxidation treatment or protective coating may improve surface protection and reduce chemical attack.
Process-Related Factors
- Injection speed has a strong effect on erosion, If the filling speed is too high, turbulence becomes stronger and the cavity surface faces more impact.
- Molten metal temperature also matters. Higher temperature can increase surface reaction and make corrosion more serious.
- Pressure change during filling and intensification should also be controlled as much as possible, because strong pressure fluctuation can increase cavitation risk.
Alloy-Related Factors
- The chemical composition of the alloy can affect the interaction between molten metal and the die surface. Some alloy systems may create stronger chemical attack on the mold.
- Inclusions, intermetallic compounds, and early solidified particles in the melt can also increase erosive wear. Cleaner metal and better melt control can help reduce this risk.
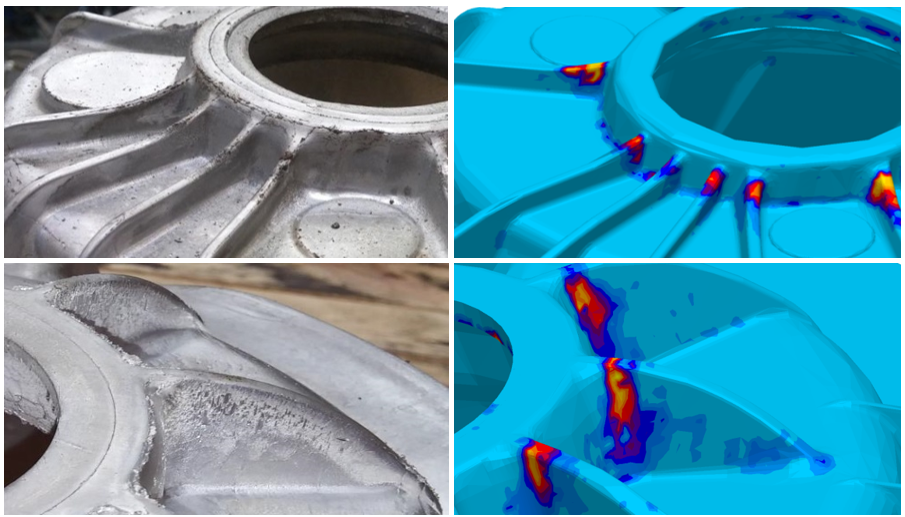
The Role of Numerical Simulation
Numerical simulation is one of the most effective tools for reducing die casting erosion. By simulating mold filling and solidification behavior, engineers can identify process windows that reduce harmful pressure fluctuation and aggressive flow conditions.
This makes it possible to optimize filling speed, gating behavior, and cycle timing. In turn, manufacturers can reduce erosion during both filling and solidification, extend mold life, and improve production consistency.
FAQs
1. Is erosion the same as rust?
No. Erosion and rust are not the same. Erosion is surface damage caused by flow, impact, or pressure changes. Rust is a type of corrosion that usually happens when iron or steel reacts with oxygen and moisture.
2. What is a common defect in die cast components?
Porosity is one of the most common defects in die cast components. It happens when gas or shrinkage creates small voids inside the part. This can affect strength, surface quality, and sealing performance.
3. Does die cast aluminum corrode?
Yes, die cast aluminum can corrode, but it usually has good corrosion resistance. In normal conditions, aluminum forms a natural oxide layer that helps protect the surface. Still, corrosion can happen in harsh environments or when the surface is damaged.
Conclusion
Die Casting Erosion is a gradual damage process that affects mold life, casting quality, and production stability. Its main forms are direct corrosion, erosive wear, and cavitation erosion.
Among them, cavitation erosion deserves special attention because it is linked to strong pressure change and bubble collapse near the die surface. Once small pits form, the damage can grow faster.
To control die casting erosion, engineers should consider mold material, lubrication, surface treatment, injection speed, melt temperature, and alloy condition together. With better process control and simulation support, it is possible to reduce erosion and extend die life.
Contact Honjenny for Your Die Casting Project
honjenny is ready to help you reduce Die Casting Erosion, improve mold life, and achieve more stable die casting performance with professional solutions tailored to your production needs. Send your inquiry today and let our team support you with the right solution for your project.

{kind=link}