
Cutting speed and feed rate are two of the most important parameters in milling. They determine how fast the cutting edge moves against the workpiece, how much material each tooth removes, how much heat is generated, and how stable the machining process will be.
In practice, many machining problems come from incorrect speed and feed settings. If the cutting speed is too high, the tool may overheat and wear quickly. If the feed rate is too low, the cutter may rub instead of cutting. If the feed rate is too high, the tool may deflect, chatter, or break. For this reason, understanding the relationship between cutting speed and feed rate is essential for CNC milling, manual milling, and general machining process planning.
This guide explains the key difference between cutting speed and feed rate, the basic formulas used in milling, and how to use these values as starting points for setting a proper milling machine feed rate.
What Is Cutting Speed?
Cutting speed is the speed at which the cutting edge moves against the surface of the workpiece. In milling, the cutter rotates at high speed, and the cutting edge travels around the outside diameter of the tool. The linear speed at this cutting edge is called cutting speed.
Cutting speed is commonly measured in:
- m/min: meters per minute
- SFM: surface feet per minute
Cutting speed is different from spindle speed. Spindle speed is measured in RPM, which means revolutions per minute. It tells how many times the tool rotates in one minute. Cutting speed tells how fast the cutting edge travels along the tool circumference.
Tool diameter is important because a larger cutter travels a longer distance in one revolution. For example, if a 6 mm end mill and a 20 mm end mill run at the same RPM, the 20 mm cutter has a higher cutting speed because its outside circumference is larger.
In milling, cutting speed is usually selected based on the workpiece material and the cutting tool. Aluminum can often be machined at a higher cutting speed than stainless steel. Carbide tools can usually run faster than HSS tools because they have higher hardness and better heat resistance.
Cutting speed mainly affects:
- cutting temperature
- tool wear
- tool life
- chip formation
- cutting efficiency
- surface integrity
If cutting speed is too high, the tool may overheat, wear quickly, or lose its coating protection. If cutting speed is too low, the process may become inefficient, chip formation may be unstable, and built-up edge may occur on some materials.
What Is Feed Rate in Milling?
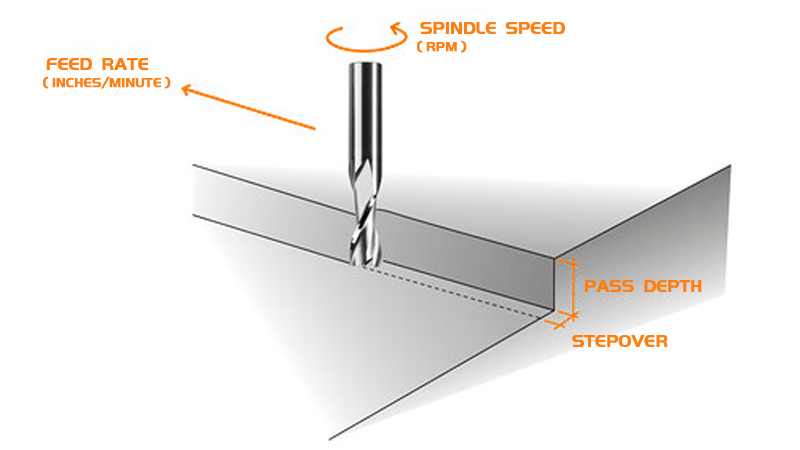
Feed rate in milling refers to how fast the cutting tool moves through the workpiece while removing material. It is the forward movement of the cutter along the programmed tool path.
A simple way to understand feed rate is this: the spindle makes the tool rotate, while the feed motion moves the tool across the part. Cutting speed describes how fast the cutting edge moves at the tool surface. Feed rate describes how fast the tool advances through the material.
Feed rate is usually measured in:
- mm/min
- inch/min, also called IPM
For example, if a CNC milling machine is set to a feed rate of 500 mm/min, the tool moves 500 mm along the programmed path in one minute.
Feed rate has a direct effect on machining time and surface quality. A higher feed rate allows the tool to move faster, which can reduce cycle time. However, if the feed rate is too high, each cutting edge may remove too much material. This increases cutting force and can cause vibration, rough surface finish, tool deflection, or tool breakage.
A lower feed rate is not always better. If the tool moves too slowly, the cutting edge may rub against the workpiece instead of cutting a proper chip. Rubbing generates heat, accelerates tool wear, and can leave a poor surface.
In milling, feed rate is closely related to chip load, also called feed per tooth. Chip load means how much material each cutting edge removes during one revolution. A correct feed rate should allow each tooth to form a stable chip without overloading the tool.
For this reason, feed rate in milling should be selected based on the workpiece material, cutter diameter, number of flutes, tool condition, machine rigidity, and whether the operation is roughing or finishing.
Cutting Speed vs Feed Rate: Key Differences
Cutting speed and feed rate are connected, but they control different parts of the cutting process.
A simple way to understand the difference is this:
Cutting speed controls how fast the cutting edge moves. Feed rate controls how much material the tool removes as it moves.
Both must be set together. If spindle speed increases but feed rate stays unchanged, the feed per tooth becomes smaller. This may cause rubbing. If feed rate increases without considering spindle speed and flute count, chip load may become too high and overload the cutter.
How to Determine Cutting Speed and Feed Rate
Cutting speed and feed rate are usually determined through a few basic machining formulas. The process starts with the recommended cutting speed for the workpiece material and cutting tool. Then, spindle speed is calculated based on the tool diameter. After that, feed rate is calculated using spindle speed, feed per tooth, and the number of flutes.
The common metric formulas are:
Cutting Speed:
Vc = π × D × n / 1000
Spindle Speed:
n = 1000 × Vc / π × D
Feed Rate:
Vf = n × fz × Z
Feed per Tooth:
fz = Vf / n × Z
Where:
- Vc = cutting speed, m/min
- D = tool diameter, mm
- n = spindle speed, RPM
- Vf = feed rate, mm/min
- fz = feed per tooth, mm/tooth
- Z = number of flutes
In practice, the calculation usually follows this order: first select the cutting speed according to the material and tool data, then calculate spindle speed from the tool diameter, and finally calculate the milling feed rate based on feed per tooth and the number of flutes.
These formulas provide a starting point. The final values should still be checked during machining by observing chip formation, cutting sound, tool wear, vibration, and surface finish.
What Happens If Speed or Feed Is Wrong?
Incorrect speed and feed settings usually create clear machining problems.
If cutting speed is too high, the tool may overheat, wear quickly, or lose cutting edge strength. If cutting speed is too low, machining becomes inefficient, and chip formation may become unstable.
If feed rate is too high, cutting force increases. This can cause chatter, poor surface finish, tool deflection, or tool breakage.
If feed rate is too low, the tool may rub instead of cutting. Rubbing creates heat, shortens tool life, and may leave a poor surface finish.
The correct adjustment depends on the actual problem. For example, tool wear caused by excessive heat may require lower cutting speed. Chatter caused by heavy tool load may require lower feed rate, smaller depth of cut, or better workholding. Rubbing caused by very low chip load may require a higher feed per tooth, not a lower one.
FAQs
Are cutting speed and feed rate the same?
No. Cutting speed is the speed of the cutting edge against the workpiece surface. Feed rate is the speed at which the tool moves through the material.
What is feed rate in milling?
Feed rate in milling is the linear speed of the cutter along the tool path. It is usually measured in mm/min or inch/min.
How do you calculate milling machine feed rate?
Use this formula:
Feed Rate = RPM × Feed per Tooth × Number of Flutes
What happens if feed rate is too low?
If feed rate is too low, the cutting edge may rub against the material instead of cutting a proper chip. This can generate heat and increase tool wear.
What happens if feed rate is too high?
If feed rate is too high, cutting force increases. This may cause vibration, rough surface finish, tool deflection, or tool breakage.
What happens if cutting speed is too high?
If cutting speed is too high, the tool may overheat and wear quickly, especially when machining hard or low-thermal-conductivity materials.
Which affects surface finish more, cutting speed or feed rate?
Feed rate usually has a more direct effect on feed marks and surface finish. Cutting speed also affects surface quality through heat, tool wear, and cutting stability.
Conclusion
Cutting speed and feed rate are both essential in milling, but they control different parts of the cutting process. Cutting speed describes how fast the cutting edge moves across the workpiece surface. Feed rate describes how fast the tool moves forward through the material.
A good milling setup requires both values to be balanced. Cutting speed should match the workpiece material and tool material. Feed rate should match the spindle speed, number of flutes, chip load, machine rigidity, and surface finish requirement.
Need Custom Machined Parts? Contact Honjenny
If you need CNC machined parts, die casting secondary machining, or custom metal components with stable dimensional accuracy and surface finish, Honjenny can support your project from drawing review to manufacturing. Send us your drawings, material requirements, tolerances, and finishing needs, and our team will provide a practical manufacturing solution and quotation.

{kind=link}