Cold shut is a seam-like surface or near-surface defect in die casting that occurs when two streams of molten metal fail to fuse completely before solidifying. It is especially common in aluminum die casting, high-pressure die casting, and thin-wall parts, where rapid cooling and complex flow paths make proper fusion more difficult.
This article explains why cold shuts matter, what causes them, and how manufacturers can prevent, inspect, and diagnose them more effectively. Readers will gain a clearer understanding of the process factors behind this defect, along with practical methods to improve casting quality, reduce rejection rates, and enhance part reliability.
What are Die Casting Cold Shuts?

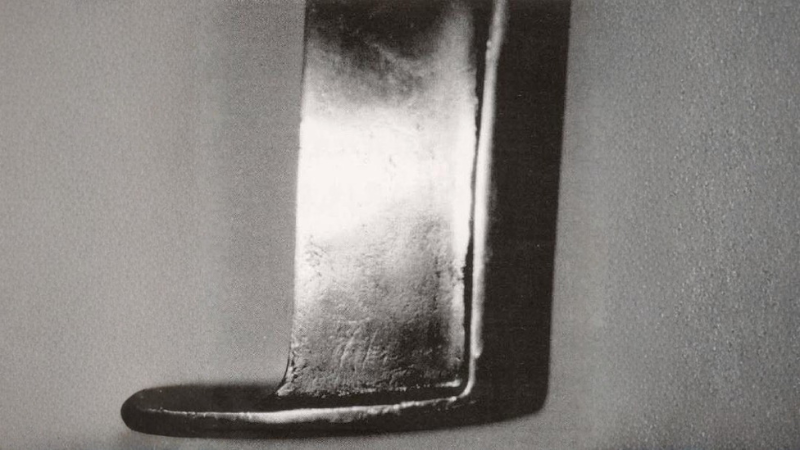
A cold shut is a seam-like surface or near-surface defect caused by the incomplete fusion of two molten metal streams during the casting process.
Failure to blend properly means you won’t get a continuous solid upon cooling. Instead, the streams create a visible line, gap, or irregular mark on the casting surface.
- Appearance: Narrow, irregular, and seam-like. The lines may have smooth edges or be cracked.
- Formation: Low melting temperature, premature solidification, or poor metal flow in the die cavity ultimately triggers the defect.
Aluminum die casting, high-pressure die casting (HPDC), and rapid cooling are the most vulnerable.
In the industry, you may hear of cold shuts as cold laps or flow discontinuities. No matter the case, cold shuts remain one of the most frequently confronted defects in die casting.
Why Does Cold Shut Defect Matter in Die Casting?

Many clients treat cold shuts as mere cosmetic flaws. It’s never the case as those cracks directly affect performance, safety, and cost.
- Structural Weakness
Cold shuts embrace weak points to hamper tensile strength plus fatigue resistance. Even such smaller defects lead to catastrophic failures under stress in aerospace and automotive applications.
- Reduced Aesthetics
Visible seam lines will definitely hurt the overall appeal of consumer products (electronics/appliances). You may have to consider cosmetic rejection, especially with flawless finishes.
- Higher Rejection
Casting rejection rates soar for manufacturers as cold shuts can trigger other subsequent defects. And millions of dollars in losses occur for large-scale production.
Main Causes of Cold Shut in Casting
- Low Die Temperature
Too cold die forces molten metal to solidify prematurely during filling. It actively prevents proper fusion of the metal streams.
- Low Molten Metal Temperature
Meanwhile, too low melting points increase the viscosity of molten metals. It slows down the flow that freezes the fusing stream before bonding.
- Improper Injection Parameters
Likewise, underfilled cavities and/or weak fuses also lead to eventual cracking. And they often come from low injection pressure, poor shot speed, or unstable filling.
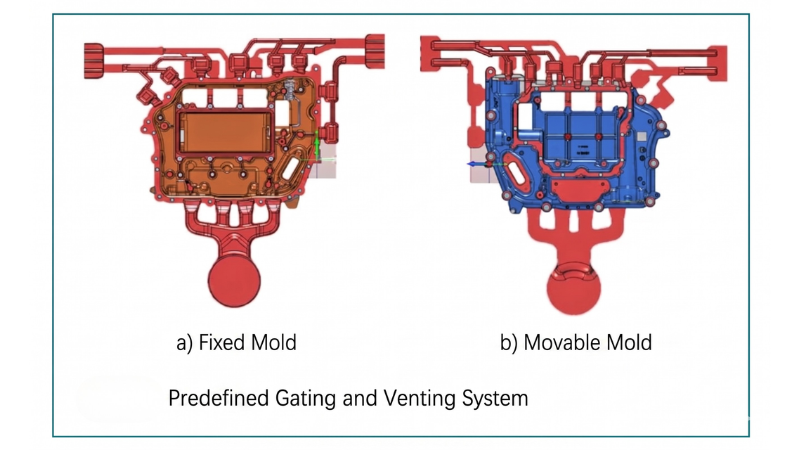
- Poor Gate, Runner, and Overflow Design
Gate position, runner cross-section, flow length, and balanced flow are also mandatory. Any deviation from the standards can trigger potential cold shuts.
- Flow Mark Imbalance and Turbulence
Asynchronous filling, split flow, and poor convergence also contribute to cold shut risk. Turbulence introduces oxides that further weaken the bonding.
- Inadequate Venting
Insufficient gas escape retards the metal flow to interfere with fusion. Poor venting leads to trapped air pockets, which can introduce cold shuts.
How to Prevent Cold Shut Casting Defect?
Cold shuts are quite a preventable issue in casting with the right strategies. Top brands like Honjenny implement multiple measures to create the most flawless parts.
- Optimize Die Temperature
Too cold a die causes premature solidification. Meanwhile, an overheated die comes with flash and thermal fatigue risks. Keeping the die at 180°C – 250°C works perfectly for aluminum alloys.
- Increase + Stabilize Melt Temperature
Higher melting temperature improves fluidity, embracing a proper stream fusion. You’d better avoid too high a temperature to prevent oxidation, porosity, or shrinkage defects.
- Improve Gating System and Runner Layout
Gating design determines flow paths, overall turbulence, and filling balance. Positioning the gate to minimize the flow length can help balance multiple flows.
- Match Shot Speed and Pressure to Part Geometry
Thin-wall and long-flow parts require higher shot speeds + pressures to keep streams hot. Consider multi-stage shot profiles, slow initial filling before rapid injection, to balance the flow.
- Better Overflow and Venting Design
Proper overflow placement controls the fusion, while venting lets the trapped gases escape. Confirm whether vents are put at the farthest points from the gates to maximize the escape.
- Review Thin-Wall and Far-From-Gate Areas First
Those zones are heavily prone to cold shuts as they deal with rapid cooling and flow paths. Prioritizing simulation and inspection during design + quality control can reduce potential cold shuts.
Inspect and Diagnose Die Casting Cold Shuts
- Visual Inspection for Seam-Like Lines
Cold shuts mostly appear as seam-like, irregular lines. They may resemble cracks or faint weld marks. Get your magnification tools or dye penetrant testing to highlight the fine lines.
- Checking Known Merge Zones for Casting Defects
Cold shuts often form where molten metal streams meet. You can predict them from the die design. Carefully look into thin-wall sections, corners, and far-from-gate areas first.
- Confirming Defect Location Relative to Gate and Flow Path
A cold shut’s position relative to the gate, runner, and path reveals the root cause. Any cold shut defect near the gate is primarily linked to low die temperature.
The defect appearing far from the gate occurs due to low melt temperature or poor shot speed. A flow simulation software (MAGMASOFT, ProCAST) can help you predict and confirm defect-prone areas.
- Comparing Common Defects Across Cavities or Batches
Cold shuts may even repeat across multiple cavities or batches. It primarily indicates systemic issues (gating design or injection parameters). You’d better start tracking the defect frequency with statistical process control (SPC).
FAQs
- What causes cold shuts in die casting?
Low die temperature, low melt temperature, improper shot speed/pressure, poor gate/runner design, flow turbulence, and inadequate venting are the top culprits to trigger cold shuts.
- Are cold shuts the same as misruns?
No. Though both are flow-related defects, cold shuts are about seam-like lines/cracks due to the weak bond of metal streams. In contrast, incomplete filling of the cavity leads to misruns, featuring uncast areas.
- Can cold shuts weaken a die-cast part?
Yes. Cold shuts establish weak points to mess with tensile strength and fatigue resistance. Components subjected to heavy, continuous, or impact stress may develop significant cracks or even failure.
- Do low die temperatures cause cold shuts?
Absolutely. Low die temperature is one of the most common root causes. When the die is too cold, premature solidification of molten metal prohibits perfect fusion at the meeting zones.
- How do you prevent cold shuts in aluminum die casting?
A full-scale prevention requires control with optimization. The temperature must remain within the correct range. And the design + casting parameters must be consistent throughout the process.
Conclusion
Don’t fall for cold shuts in die casting as surface blemishes. Those tiny, almost hidden, simple lines present concerning weaknesses to compromise performance, aesthetics, and reliability.
Distorted die temperature, fluidity, gating, shot parameters, turbulence, and venting trigger the issue. But systematic inspection, diagnosis, and prevention strategies can save you from costly setbacks.
Absolutely Flawless Die Cast Parts without Cold Shuts at HONJENNY
At Honjenny, we specialize in advanced casting that boosts strength, reliability, and efficiency. Our process control and design optimization guarantee full elimination of defects like cold shuts. Contact us to discuss your project requirements.

{kind=link}