Soldering defect in die casting is one of the most common and disruptive issues in aluminum and magnesium die casting production. It occurs when molten metal adheres to the die surface during the casting cycle, making part release difficult and often damaging the casting or the die.
Unlike minor surface defects, soldering can lead to serious consequences, including surface tearing, material loss, leakage in pressure-tight parts, and even production downtime due to die cleaning or repair. In high-value applications such as EV housings and electronic enclosures, soldering defects can directly affect sealing performance and overall product reliability.
Understanding what causes soldering and how to reduce it is critical for maintaining consistent quality and stable production.
What Is Soldering Defect in Die Casting?
Soldering is a defect where molten aluminum or magnesium partially bonds with the die surface under high temperature and pressure. This creates a localized adhesion layer between the alloy and die steel.
Depending on severity, soldering may appear as:

Soldering (Adhesion)
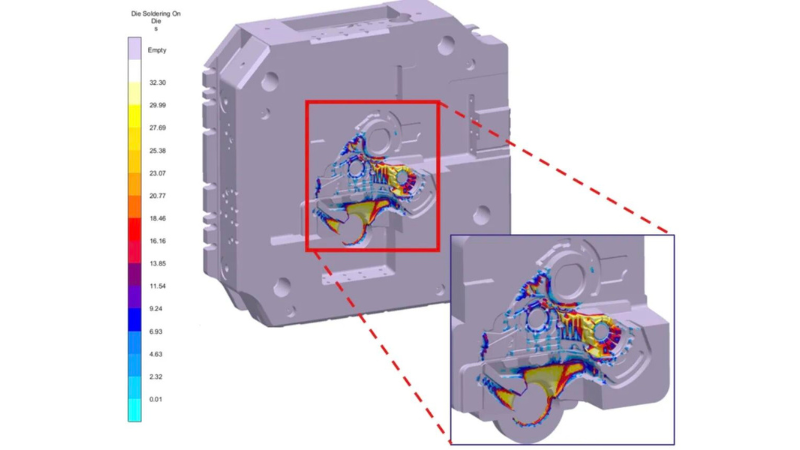
Metal sticks to the die surface, especially in high-temperature areas such as cores, cavities, or gate regions.
Soldering Drag Marks
During ejection, the bonded metal tears away from the die surface, resulting in:
- rough surfaces
- peeling
- material loss
- severe tearing in extreme cases
Thermal Soldering / Erosion
In high-temperature zones such as gates or thick sections, prolonged metal–die contact leads to adhesion and surface damage, forming:
- rough, uneven surfaces
- fixed defect locations
- repeated defect patterns
Why Soldering Defects Occur in Die Casting

Soldering is not caused by a single factor. It is typically the result of combined effects from temperature, material interaction, die condition, lubrication, and part design.
1. Poor Thermal Control
Unstable or excessive die temperature is one of the main drivers of soldering.
- local overheating near gates or cores
- insufficient preheating
- uneven cooling
All these conditions increase metal adhesion to die steel.
2. Metal-to-Die Chemical Affinity
At high temperature and pressure, aluminum can react with die steel, forming intermetallic compounds (such as Al-Fe-Si phases).
This microscopic “thermal bonding” significantly increases the risk of sticking and tearing during ejection.
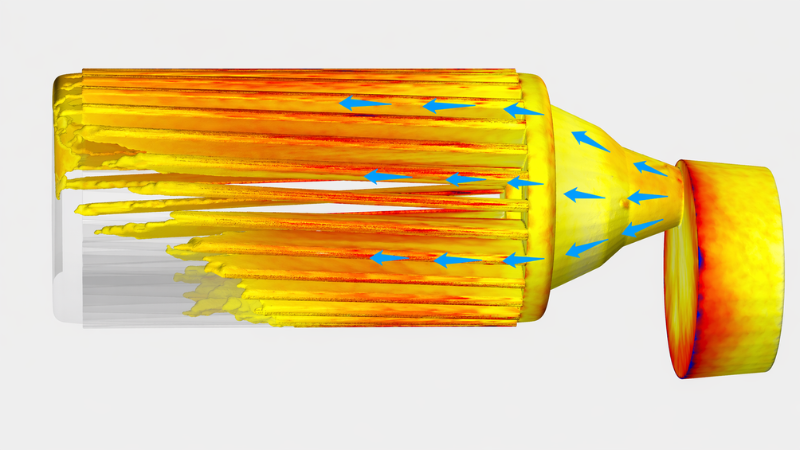
3. Improper Gating and Flow Design
If molten metal directly impacts cores or cavity walls:
- kinetic energy converts into heat
- local temperature rises sharply
- erosion and soldering occur
This is especially common when gate direction is not optimized.
4. Insufficient Draft and Ejection Design
Mechanical factors also contribute:
- low draft angle (typically below 1.5–2°)
- undercuts or reverse draft
- unbalanced holding force
- weak ejector system
These conditions increase friction and make release difficult.
5. Poor Die Surface Condition
Die surface quality directly affects soldering:
- rough surfaces
- oxidation or wear
- insufficient hardness
- lack of surface treatment (nitriding, PVD coating)
Micro-scale surface defects act as anchoring points for molten metal.
6. Release Agent Problems
Release agent performance is critical for preventing soldering.
Common issues include:
- carbon buildup from incomplete evaporation
- low heat resistance
- poor film formation
- uneven spray coverage
- incorrect dilution ratio
- spray blind spots (especially deep cavities and side cores)
How to Reduce Soldering in Die Casting
Reducing soldering requires coordinated control of process parameters, die design, and material selection.
1. Optimize Melt Temperature
Lower the pouring temperature as much as possible while ensuring proper filling and part quality. This is one of the most effective ways to reduce soldering.
2. Maintain Stable Die Temperature
Control die temperature within a stable range:
- Aluminum alloys: typically 180–250°C
- Magnesium alloys: typically 200–300°C
Use:
- optimized cooling channels
- localized cooling
- thermal balance control to avoid overheating.
3. Improve Gating Design
Avoid direct metal impact:
- change flow direction (15°–45° angle preferred)
- increase gate cross-section to reduce velocity
- reposition gates to thicker sections
- use open-type gates for better flow distribution
4. Improve Die Surface Condition
- polish cavity surfaces
- remove oxidation and wear
- increase fillet radii
- improve draft angles
- apply nitriding or PVD coatings
5. Use Die Casting Anti-Soldering Release Agent
A proper release agent is one of the most effective ways to reduce soldering.
To improve performance:
- select high heat-resistant anti-soldering release agents
- ensure strong and stable film formation
- control dilution ratio (typically 1:80–1:150 depending on product)
- optimize spray timing and coverage
- increase spray in high-temperature zones
For complex geometries:
- adjust spray nozzle direction
- use profile-matched spray heads
- ensure deep cavity and core coverage
6. Improve Spray and Lubrication Process
4-拷贝1-1024x576.jpg)
- ensure uniform coverage
- eliminate spray blind zones
- verify atomization quality (20–50 μm range)
- dry the surface before die closing to avoid carbon buildup
7. Strengthen Cooling and Thermal Balance
Improve cooling in:
- gate areas
- thick sections
- recurring hot spots
to reduce contact time between molten metal and die surface.
8. Optimize Die Design and Ejection System
- ensure sufficient draft (≥2°, deeper areas 3–5°)
- balance holding force between moving and fixed dies
- increase ejector pin size and quantity
- align ejection force with part center of gravity
- use ejector blocks or air assist for large or thin parts
Practical Troubleshooting Checklist
Key Takeaways
Soldering defect in die casting is primarily caused by:
- thermal imbalance
- metal–die interaction
- improper flow design
- poor release conditions
- die surface issues
- inadequate ejection design
There is no single solution. Effective control depends on coordinated optimization of process parameters, die design, materials, and lubrication.
All improvements should be validated through process trials to ensure product quality, dimensional accuracy, and performance are not compromised.rocess trials to ensure they do not negatively affect product quality, dimensional accuracy, or performance.
FAQs
Why does soldering often occur near gates or cores?
Because these areas face strong metal impact, higher local heat, and longer metal–die contact.
Is soldering more common in aluminum die casting?
Yes. Aluminum has strong affinity with die steel at high temperature, so soldering is common in aluminum die casting.
What should be checked when soldering keeps recurring?
Check die temperature, melt temperature, release-agent ratio, spray coverage, gate condition, cooling, and ejection marks.
Conclusion
Soldering defect in die casting can affect surface quality, part release, and production stability. It usually comes from poor temperature control, improper metal flow, weak lubrication, or poor die surface condition.
To reduce soldering, manufacturers should control die temperature, improve gate design, use the right release agent, and keep the die surface in good condition. These steps help improve casting quality and reduce production downtime.
Need Help Reducing Soldering Defects in Die Casting?
If you are experiencing soldering defects in production, send Honjenny your part drawings, alloy type, process parameters, and defect photos. Our engineering team can analyze the root causes and recommend practical solutions to improve quality, manufacturability, and production stability.Contact us today to start your inquiry.

{kind=link}