The global demand for automotive lightweighting and high-precision industrial components requires strict control over the metal manufacturing process. Engineers must constantly balance complex part geometries with mechanical integrity and tight production budgets.
At the core of this engineering evaluation is the choice between hot chamber die casting and cold chamber die casting. This decision is a strict metallurgical boundary determined by alloy melting points and density requirements.
Selecting the wrong process leads to unacceptable porosity levels, rapid tooling failure, and escalated unit costs.
This guide provides an objective engineering comparison of hot chamber vs. cold chamber die casting to help your team make the optimal project decision.
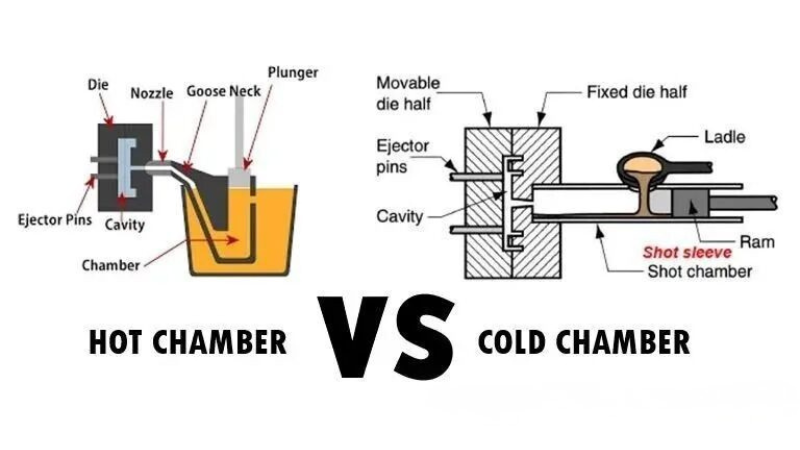
What is Hot Chamber Die Casting?
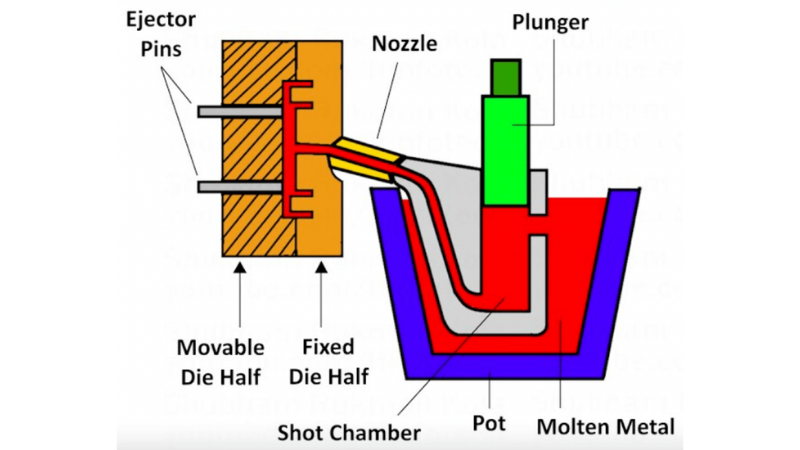
Hot chamber die casting features an injection system continuously submerged in molten metal. It is engineered exclusively for low-melting-point alloys like zinc and magnesium.
How the Gooseneck System Works
- Submersion: The plunger and gooseneck mechanism sit directly inside the holding furnace.
- Injection: The plunger retracts, allowing molten metal to fill the gooseneck cylinder.
- Delivery: A piston drives the plunger down, forcing metal directly into the die cavity.
What is Cold Chamber Die Casting?
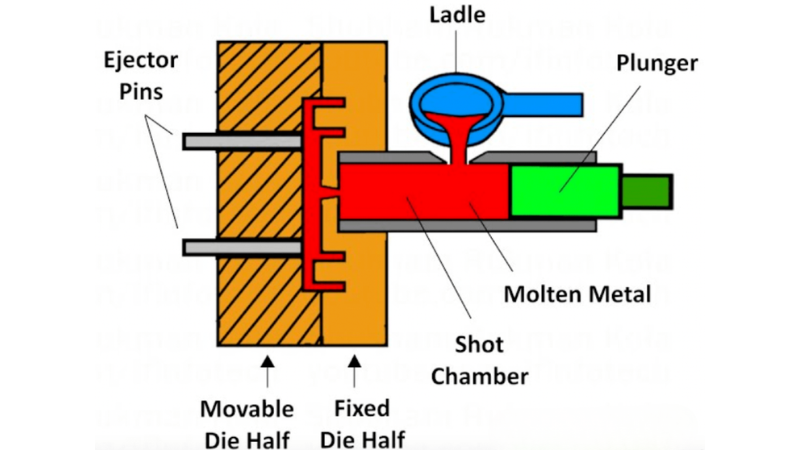
Cold chamber die casting isolates the melting furnace from the injection machine. It processes high-temperature, corrosive alloys that would destroy a hot chamber system.
The Separate Furnace Mechanism
- Transfer: Molten metal is held in an independent holding furnace.
- Pouring: An automated ladle extracts liquid metal and pours it into the unheated shot sleeve.
- Injection: A hydraulic ram forces the metal from the shot sleeve into the die cavity at high pressure.
Advantages and Limitations: Hot vs. Cold Chamber Die Casting
Evaluating these factors is essential for calculating manufacturing economics and part feasibility.
Hot Chamber Die Casting
Advantages:
- Faster Cycle Times: Integrated injection eliminates ladling, maximizing hourly output.
- Extended Tooling Life: Low temperatures allow dies to frequently exceed 1,000,000 shots.
- Lower Porosity: Enclosed molten metal path minimizes air exposure.
- Thin-Wall Geometries: Superior fluidity achieves net-shape walls down to 0.5mm.
Limitations:
- Material Limits: Restricted exclusively to low-melting-point alloys (Zinc, Magnesium).
- Incompatible with Aluminum: High-temperature metals will permanently dissolve the submerged steel mechanism.
Cold Chamber Die Casting
Advantages:
- High-Strength Alloys: Essential for processing Aluminum, offering high strength-to-weight ratios.
- Thermal Stability: Final castings retain structural integrity in high-heat environments.
- Large Part Scaling: Accommodates high-tonnage equipment (e.g., 1200 tons) for heavy automotive components.
Limitations:
- Slower Production: The automated ladling transfer step increases cycle time.
- Rapid Tooling Wear: Severe thermal shock limits aluminum die life to approximately 100,000 shots.
- Strict Process Control: High-velocity injection demands precise vacuum assistance to prevent gas entrapment.
Key Differences Between Hot and Cold Chamber Die Casting
To evaluate which process fits a specific project, compare the primary technical parameters.
How Process Characteristics Impact Your Product
While both processes enable high-volume production of complex geometries, they exhibit distinct differences in key performance metrics:
For general components, these variances may be negligible. However, these differences are critically magnified for the following applications:
- Structural parts requiring extensive CNC machining
- Housings with strict sealing/leak-proof requirements
- Medical device components
- Robotics structural elements
Operating Temperature and Melting Point

The defining boundary between the two processes is metallurgical temperature. Zinc alloys cast at approximately 380°C to 420°C.
At this lower temperature range, molten metal does not chemically attack the H13 tool steel.
Aluminum alloys require casting temperatures between 650°C and 700°C. Molten aluminum acts as a solvent to iron. If placed in a hot chamber, aluminum would rapidly dissolve the submerged steel parts.
Injection Pressure and Porosity Control
Cold chamber machines operate at pressures exceeding 100 MPa. This rapidly fills the cavity before the high-temperature alloy solidifies.
High-velocity injection increases the risk of gas entrapment. Cold chamber casting requires precise phase-velocity profiling and vacuum assistance to minimize porosity.
Hot chamber casting inherently reduces air exposure, leading to lower baseline gas porosity.
Tooling Life and Maintenance Costs

Thermal fatigue is the primary cause of die failure. Cold chamber aluminum dies face severe thermal shock, lasting around 100,000 shots.
The lower temperatures of hot chamber zinc casting inflict minimal thermal stress. Zinc dies frequently exceed 1,000,000 shots.
This drastically reduces tooling amortization costs over long production runs.
Material Selection: Which Alloys Fit Which Process?

Zinc and Magnesium for Hot Chamber
Zamak 3 is the standard zinc alloy for hot chamber die casting. It provides a yield strength of 228 MPa and superior impact resistance.
It is optimal for intricate geometries, thin-walled housings, and strict dimensional stability.
Aluminum (A380) for Cold Chamber
Aluminum alloys like A380 are the industry standard for cold chamber die casting. They offer a yield strength of approximately 160 MPa.
Aluminum boasts a significantly lower density (2.7 g/cm³) compared to zinc (6.6 g/cm³). This high strength-to-weight ratio makes it indispensable for automotive structural components.
Cost Analysis: Hot Chamber vs. Cold Chamber
Evaluating cost requires looking beyond the raw material price:
- Material Costs: Aluminum is generally less expensive than zinc by volume, though exact costs fluctuate.
- Production Efficiency: Hot chamber machines yield more parts per hour. Faster cycle times reduce per-part machine overhead.
- Post-Processing: Both methods require standardized gate removal. Aluminum often requires more CNC machining to achieve specific tolerances.
How to Choose the Right Process for Your Project?
Selecting the correct process requires more than a simple material comparison. It demands a rigorous evaluation of part geometry, mechanical stress, and total production economics.
Engineers should follow this 4-step evaluation framework to ensure project viability:
1. Evaluate Weight Limits and Wall Thickness
If lightweighting is the primary objective—such as in automotive EV housings—Aluminum via cold chamber is mandatory.
However, if weight is not restricted, Zinc via hot chamber excels in casting extremely thin walls (often down to 0.5mm).
This allows engineers to design intricate, net-shape geometries that eliminate the need for secondary machining.
2. Analyze Thermal and Mechanical Stress

Assess the continuous operating temperature of the final component. Aluminum retains excellent dimensional stability in high-heat environments.
Zinc provides superior impact strength and vibration dampening at room temperature, but loses structural integrity at elevated temperatures.
Additionally, zinc provides a far superior substrate if the component requires complex electroplating or cosmetic surface coatings.
3. Calculate Tooling Amortization and Volume
Production volume heavily influences the final process choice. Cold chamber H13 steel dies face severe thermal shock, typically requiring replacement after 100,000 shots.
Hot chamber zinc dies operate at much lower temperatures, frequently exceeding 1,000,000 shots with minimal wear.
For high-volume projects, the tooling replacement savings of the hot chamber process often outweigh the lower raw material cost of aluminum.
FAQs
Why can’t aluminum be processed in a hot chamber die casting machine?
Molten aluminum (over 650°C) dissolves iron. Processing it in a hot chamber would permanently destroy the submerged steel mechanism, making cold chamber casting mandatory.
Is hot chamber or cold chamber die casting more cost-effective?
Hot chamber (zinc) is often more cost-effective for high volumes due to faster cycles and longer tooling life (1,000,000+ shots). Cold chamber is required if lightweight aluminum is necessary.
Which process produces less gas porosity?
Hot chamber casting inherently reduces porosity due to its enclosed metal path. However, cold chamber casting achieves comparable leak-proof results using precise vacuum assistance and velocity control.
What is the maximum part size for cold chamber die casting?
Maximum size depends on the machine’s locking force (tonnage). Industrial facilities utilize equipment scaling up to 1200 tons, easily accommodating large automotive structural components.
Conclusion
Choosing between hot and cold chamber die casting is a strict metallurgical and geometric decision. Zinc hot chamber casting maximizes output and tooling life for intricate, thin-walled components. Aluminum cold chamber casting is mandatory for lightweight, high-strength applications requiring thermal stability.
Evaluate Your Project with Honjenny
Need help choosing between hot and cold chamber die casting for your project? Honjenny can support you with material selection, process recommendations, and production solutions based on your actual application. Contact Honjenny today to start your inquiry and get technical support.

{kind=link}