High-pressure die casting (HPDC) is a high-volume manufacturing process that produces complex metal parts with excellent repeatability and surface quality. It’s widely used for aluminum, magnesium, and zinc components in automotive, electronics, and industrial applications.
In this guide, you’ll learn how HPDC works, when to choose cold- vs hot-chamber die casting, what materials are commonly used, and how HPDC compares with sand casting, investment casting, and CNC machining—so you can evaluate whether it fits your part requirements, volume targets, and cost goals.
High-Pressure Die-Casting Process: An Overview
HPDC is a metal manufacturing process. Molten metal gets injected into a reusable steel mold (die steel) under extreme pressure. It’s similar to plastic injection molding but with metals instead of polymers.
Standard HPDC tasks usually operate at 1000–1200 bar (14,500–17,400 psi). Such a high injection pressure in the cast mold is critical as it –
- Helps reduce gas porosity when combined with proper venting/vacuum and optimized gating/filling parameters.
- Grants excellent dimensional accuracy and smooth surfaces.
- Reduces cycle time, enabling mass production.
How Does High-Pressure Die Casting (HPDC) Work?
HPDC injects molten metal into a steel mold at extremely high pressure. The immense pressure rapidly creates complex yet high-precision metal components. It consists of the following phases –
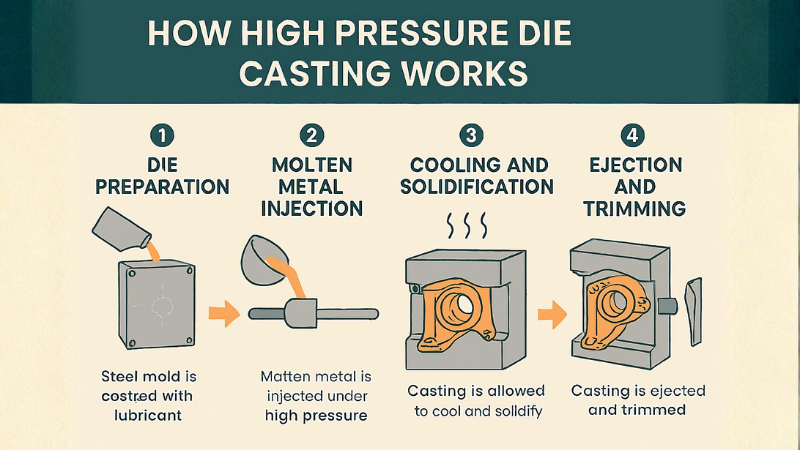
Step #01: Die Preparation
Precisely manufactured molds (steel dies) are preheated to 150°C – 200°C for a smooth metal flow against thermal shock. Dies are coated with lubricants to aid the release/extraction.
Step #02: Molten Metal Injection
Molten metal (aluminum, magnesium, or zinc) gets poured into a shot chamber. Injection pressure varies by alloy, machine, and part geometry, and is typically in the 1000–1200 bar (14,500–17,400 psi).Such high pressure forces the metal to fill even the most intricate geometries.
Step #03: Rapid Solidification
The metal cools and solidifies within seconds, depending on the alloy and part size. Such a rapid cooling creates a dense yet fine structure with minimal porosity.
Step #04: Ejection and Trimming
Once solidified, the die opens, and ejector pins push the casting out. And the excess material (flash, runners, sprues) gets trimmed (often automatically).
HPDC Types: Cold Chamber vs Hot Chamber Die Casting
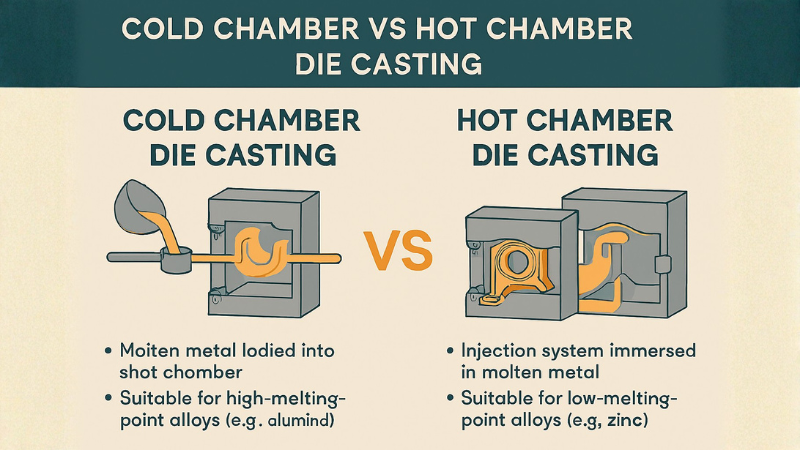
Cold chamber and hot chamber die casting are two distinct methods in high-pressure die casting. Each process is optimized for specific metals and production needs.
Both approaches involve injecting molten metal into a steel mold under high pressure. They differ in how the metal is delivered to the mold and the usable alloys.
- Cold Chamber Die Casting: Molten metal is ladled (scooped and poured) into a separate shot chamber before being injected into the mold. Manual ladling in the cold chamber machine enables slow fill die casting.
- Hot Chamber Die Casting: The injection system, being submerged in a pool of molten metal, allows direct feeding into the mold via a gooseneck. Molten metal is forced into the metal mold automatically in hot chamber machines.
Summary Comparison: Hot Chamber vs Cold Chamber Die Casting
Which One to Choose: Cold Chamber Process or Hot Chamber HPDC?
Choose Cold Chamber HPDC for –
- Working with aluminum or magnesium.
- Large structural parts with high strength-to-weight ratios.
- Prioritizing tool durability over cycle speed.
Choose Hot Chamber HPDC for –
- Working with lead or zinc alloy casts.
- Fast production of small, detailed parts.
- High-speed output with minimal intervention.
Picture 03 – Cold Chamber vs Hot Chamber
Common Materials (Metals Used) for HPDC
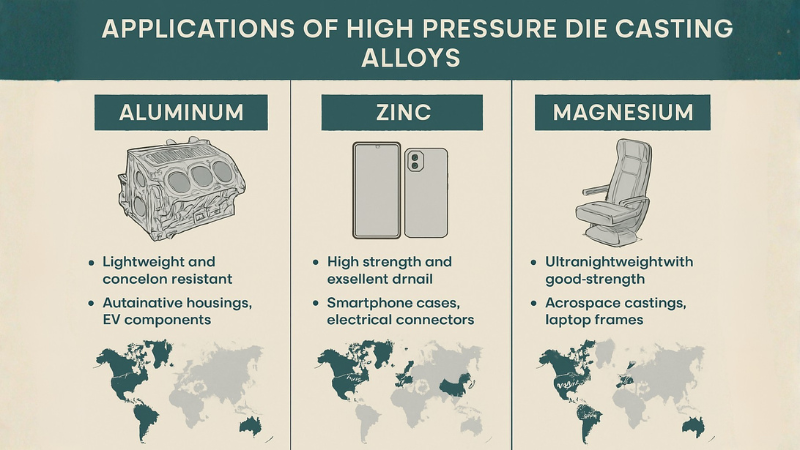
- Aluminum Alloys
Lightweight, corrosion-resistant, and excellent strength-to-weight ratio. Aluminum alloys HPDC under very high pressure create parts that can reduce vehicle weight by up to 30% compared to steel.
- Zinc Alloys
Superior surface finish, ability to capture fine details, and excellent mechanical strength. Zinc alloys allow thin-wall casting in a die casting machine down to 0.3 mm in miniaturized parts.
- Magnesium Alloys
Ultra-lightweight (about 33% lighter than aluminum) and good vibration damping. Magnesium automotive structural components (EV battery housings) reduce weight to improve the driving range.
Advantages of HPDC (High-Pressure Die Casting)
HPDC gets worldwide preference for producing precise, durable, and complex parts. It’s heavily favored across automotive, aerospace, and electronics. HPDC also combines efficiency, accuracy, and scalability. It lets manufacturers reduce costs, minimize waste, and meet growing demands.
- Quality and Precision: Dimensions, Surface Finish, Repeatability
HPDC produces near-net-shape parts with tight tolerances (as low as ±0.1 mm). Excellent dimensional stability and superior surface finish require minimal to no secondary finishing. The process delivers intricate details and fine textures.
Its dense and fine-grained metallurgical structure reduces potential porosity and shrinkage. High pressure and rapid cooling contribute to consistent quality, repeatability, and wear resistance across high-volume runs for critical applications.
- Efficiency and Scalability: Cycle Time, Automation, Mass Production
Short cycle times (usually 30 – 60 seconds) prevail for faster production. Integrated automation enables seamless implementation of robotic systems for mold lubrication, part extraction, and trimming.
Such automation enhances consistency, reduces human error, and improves workplace safety. HPDC also maintains uniform quality across thousands of parts while keeping energy consumption low.
- Cost: Amortization, Reduced Processing, Reduced Waste
Initial tooling costs for the steel molds are high. However, such an amount gets amortized over large production volumes, significantly lowering per-part costs in mass production. Secondary machining gets eliminated or minimized due to precise tolerances.
It saves on labor, tooling, and energy. Precise mold filling under high pressure minimizes overflow and material waste, further reducing raw material expenses.
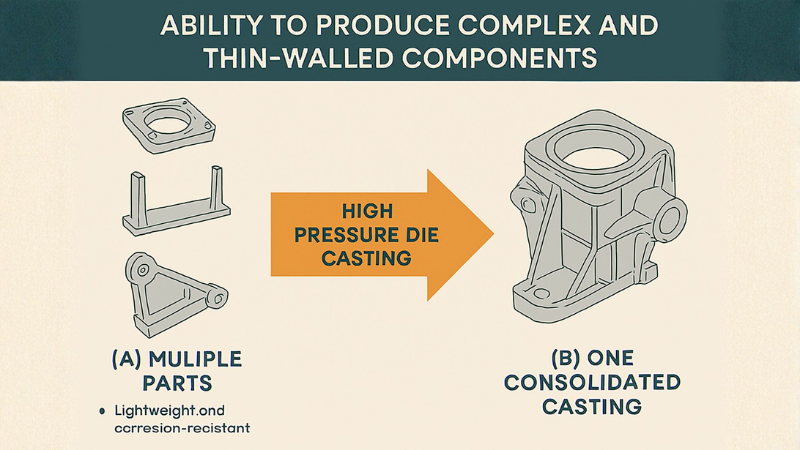
- Design and Integration: Thin Walls, Ribs/Columns, Part Integration
HPDC supports complex geometries. You can get thin walls, ribs, bosses, columns, and integrated mounting features. Such components are cast directly into the part, allowing part consolidation. A combination of multiple components into a single casting reduces the need for separate parts.
You can even skip fasteners, welds, or assembly steps. It results in lightweight parts with more strength, simplified assemblies, and improved overall reliability. Finished parts are also highly compatible with plating, painting, anodizing, or powder coating for enhanced corrosion resistance and aesthetics.
Comparison of Benefits: High-Pressure Die Casting vs Other Manufacturing Methods
HPDC is mostly comparable to other casting processes like sand casting, investment casting, and CNC machining. Each injection system has strengths and limitations.
Comparison Table: HPDC vs Other Manufacturing Methods
HPDC is the best when you need high-volume production with precision, high speed, and cost efficiency. The same goes for working with lightweight alloys (Al, Mg, Zn) for sustainability and performance.
FAQs
What is the difference between HPDC and die casting?
HPDC achieves tolerances as tight as ±0.1 mm, allowing seamless fitting of parts into assemblies. It not only reduces machining needs but also improves reliability in industries like automotive and aerospace.
What are the top benefits of High Pressure Die Casting?
HPDC excels at high-dimensional accuracy, surface finish, production efficiency, cost-effectiveness, and material sustainability. Such superior and demanding benefits make it ideal for mass manufacturing.
What materials are commonly used in HPDC?
HPDC uses aluminum (lightweight, corrosion-resistant), zinc (excellent detail and finish), and magnesium (ultra-lightweight) alloys. They support diverse applications from cars to consumer electronics.
What is the difference between HPDC and LPDC casting?
For high speed, thin walls, complex structures, and very large production volumes, HPDC (High Pressure Die Casting) is preferred; when stable mold filling, density/performance consistency, and larger or thicker-walled parts are more important, LPDC (Low Pressure Die Casting) is usually chosen.
What is the filling ratio for HPDC?
In HPDC, the filling ratio (shot sleeve fill level) is the percentage of molten metal volume poured into the shot sleeve relative to the sleeve’s usable volume. In cold-chamber HPDC, it is typically around 40–60%, while some practices target ~60–70% depending on alloy, machine, and part geometry.
Conclusion
High-Pressure Die Casting (HPDC) grants strategic advantages for manufacturers intending to balance precision, efficiency, and sustainability. It delivers complex + low wall thickness components with exceptional accuracy, reduced costs, and faster operation. HPDC can definitely empower manufacturers to meet high-volume demands without compromising on quality.
Top-Tier Die-Cast Components for Any Projects at HONJENNY
Honjenny offers optimal precision, efficiency, and usability via its die casting services. We’ve been in the industry for 30+ years with commitment and innovation. Contact us to reach our experienced experts.

{kind=link}