
Welding aluminum, unlike steel, presents notable challenges due to its metallurgical nature. It’s the process of joining aluminum parts using heat, most commonly through MIG or TIG welding.
The right aluminum alloy makes all the difference between a durable joint and a weak connection. Precise control is mandatory due to the quick melting, which is also prone to contamination/reaction.
Let’s dig up the best aluminum (more like aluminum alloys) for welding applications. Know the strengths and limitations of the top options to figure out the most reasonable choice for your specific needs.
Why is Aluminum Welding So Difficult?
As said, aluminum welding comes with challenges. Consider it as an understatement because welding aluminum is notoriously difficult. They literally turn the metal far less forgiving than steel welding.
a.Oxide Layer Challenges
Highly reactive aluminum forms alumina (oxide) upon exposure to air. The aluminum oxide layer melts at around 2050°C, nearly 3x higher than aluminum (660 °C).
Its presence during welding leads to contamination, which initiates porosity, weak joints, and fractures. Welders use stainless-steel brushes or chemical cleaning.
b.High Thermal Conductivity
Aluminum conducts heat 5x faster than steel, pulling heat away from the weld zone. It becomes harder to maintain penetration with an increased risk of burn-through on thinner sections. Preheating thicker parts can ensure proper fusion.
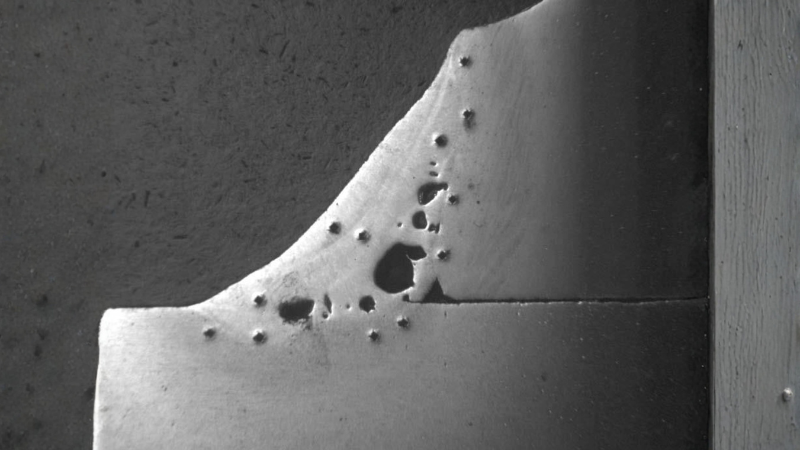
c.Porosity Problems
Hydrogen dissolves rather easily in molten aluminum (not solid aluminum). As the weld solidifies, trapped hydrogen forms bubbles, causing porosity and reduced strength. Proper shielding gases (argon or helium) and clean storage practices are critical to minimize the issue.
d.Hot Cracking in Certain Alloys
2xxx (copper-based) and 7xxx (zinc-based) alloys are notoriously prone to hot cracking. Despite being popular in aerospace and automotive, they’re labeled “unweldable” without proper precautions. Even the 6xxx series (construction and automotive) can crack upon prolonged exposure to extreme heat.
e.Weaker Welds Compared to Steel
For heat-treatable alloys (like many 6xxx grades), the heat-affected zone (HAZ) often loses strength unless post-weld heat treatment is feasible. For non-heat-treatable alloys (like many 5xxx grades), weld performance is usually more predictable—provided cleanliness and parameters are controlled.
Heat-treatable alloys lose a great portion of mechanical strength in the heat-affected zone (HAZ) without post-weld heat treatment.
Methods for Welding Aluminum
Likewise, aluminum welding calls for specialized methods to keep the downsides to a minimum. But even the specialized techniques come with unique adversities. Nonetheless, the top methods are –
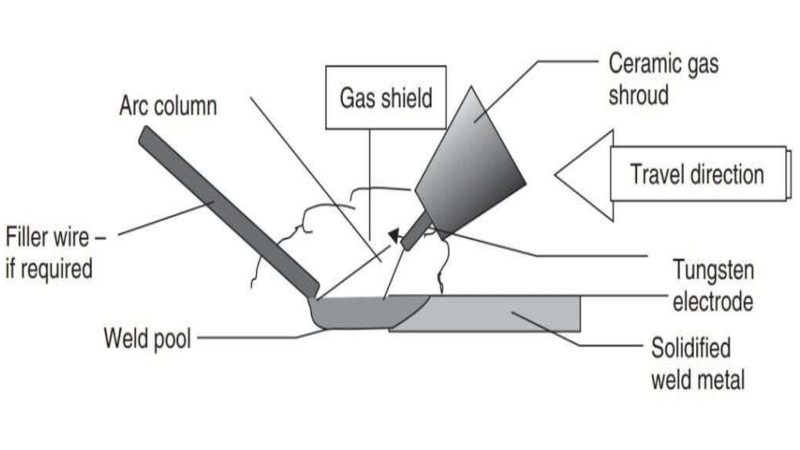
01.TIG Welding (Gas Tungsten Arc Welding – GTAW)
It’s the most common method for aluminum or aluminium welding. The process deploys a non-consumable tungsten electrode and inert gas (argon/helium).
TIG welding aluminum enables clean and precise welds with minimal contamination. Still, the welding technique needs superior skill, which is also somewhat slow.
TIG welders prefer the precision of a TIG torch with inert gas shielding. High frequency settings let the torch stabilize the arc, allowing welders control the puddle effectively.
02.MIG Welding (Gas Metal Arc Welding – GMAW)
The process require mechanical wire feeding (continuous) with inert gas shielding. MIG is comparatively faster than TIG, more suitable for thicker aluminum sections.
Weld aluminum with MIG puts small metal beads on surfaces, requiring post-weld cleanup. MIG welding aluminum uses 4043 or 5356 filler wires, depending on alloy series.
For cast aluminum, many experienced welders rely on a spool gun attached to the machine. The setup improves feeding of soft aluminum wire, maintaining a consistent bead profile with a little practice.

03.Friction Stir Welding (FSW)
The solid-state process lets a rotating tool soften and stir aluminum without melting. It can produce exceptionally strong yet defect-free welds.
Aerospace, railways, and automotive parts choose FSW over other processes. However, it requires specialized equipment, primarily for butt joints.
04.Laser Beam and Electron Beam Welding
Laser welding enables greater precision, but aluminum’s reflectivity makes it problematic. Meanwhile, electron beam welding gets done in a vacuum to eliminate porosity.
Heat control is mandatory. A heat sink can absorb excess energy and reduce distortion. Welders must also avoid pulling too quickly to avoid weakening the joint and distorting the bead profile.
05.Resistance Welding
Resistance welding (e.g., spot welding) joins aluminum using pressure and electrical current to generate heat at the faying surfaces. Because aluminum conducts heat quickly and forms an oxide layer, it requires higher current, short weld times, and specialized electrodes (often copper alloys) to achieve consistent nuggets.
Choosing the proper base material comes first. When two metals are joined, aluminium requires more careful handling than welding steel. Despite being commonly referred to as a “difficult” material, the right tips and a steady torch can deliver lasting joints.

Summary Comparison: Aluminum Welding Methods
Better select the aluminum welding method based on alloy type, thickness, and intended application. TIG and MIG are the most common; FSW and beam welding are redefining aerospace/auto parts.
Common Problems when Welding Aluminum (and How to Avoid Them)
Improper aluminum welding results in cracking, porosity, HAZ strength loss, and distortion. And each issue requires specific solutions to achieve high-performance aluminum welds.
a.Solidification Cracking (without Filler Metal)
Aluminum 2xxx (copper-based) and 7xxx (zinc-based) alloys are prone to solidification cracking during cooling. It occurs due to wide solidification ranges and associated shrinkage stresses.
Filler Choice: Use the appropriate filler alloy to reduce the risk of cracking. For example, 4043 filler wire (silicon-based) gets favored for 6xxx alloys. The wire has a lower cracking susceptibility than 5356.

b.Porosity
As mentioned earlier, erratic dissolving of hydrogen in solid aluminum leads to trapped gas bubbles.
Cleaning: The alloy surfaces must be scrubbed with stainless-steel brushes and degreased to remove oil, moisture, and oxide layers.
Gas Coverage: Shielding gases like argon or helium are mandatory. Poor coverage first initiates contamination, then porosity.
c.Strength Loss in Heat-Affected Zone (HAZ)
Heat-treatable alloys (such as 6061) lose strength in HAZs due to over-aging or annealing. Post-weld heat treatment can restore the strength. Alternatively, design joints to minimize stress in the HAZ.
d.Warping and Distortion
The metal’s high thermal conductivity pulls heat away quickly, requiring more energy input. Uneven heating and cooling eventually cause warping.
Heat Management: Backing bars, clamps, and fixtures can hold the parts in place. Preheating thicker sections can reduce thermal gradients. Apply short weld runs and staggered sequences.
Finally, preparation is everything. Surfaces must be coated properly or cleaned with a wire brush. The right filler, a stable arc, and careful approaches turn aluminum welding into a rewarding task.
Which Aluminum is the Best for Welding?
We’ve discussed the difficulties and the problems of aluminum welding. Finally, it’s about time to reveal the best aluminum alloys for welding. Let’s take a look at the best as well as the worst alloys to weld.
Summary Table: Aluminum Alloy Grades with Weldability
Note: High-Mg 5xxx alloys can be susceptible to sensitization if they see prolonged service at elevated temperatures (often cited around >65°C / 150°F), so alloy/temper selection and service conditions matter.
Pure aluminum (1xxx series) holds excellent weldability, even better than 6xxx series in several cases. However, the grade features low-strength options that are barely suitable for demanding applications.
5xxx alloys dominate shipbuilding due to corrosion resistance in seawater. For example, 5083 alloy is widely used in hulls and tanks. 6xxx alloys (6061 and 6063) are common in extrusions and body panels.
2xxx and 7xxx alloys are difficult to weld. Industries rely on friction stir welding (FSW) for fuselage panels and structural parts. 5xxx and 6xxx alloys are common in bridges, pipelines, and architectural extrusions.
How to Choose the Perfect Aluminum Alloy for Welding?
Keep 5xxx (marine/structural) and 6xxx (automotive/construction) on top. Avoid 2xxx and 7xxx alloys unless specialized processes (like FSW) are available.
No matter which alloy you choose, always match the filler wire (4043 or 5356) to the alloy composition. Or else, be prepared to minimize cracking and porosity.
FAQs
What is the easiest aluminum alloy to weld?
The 5xxx series (magnesium-based alloys) is considered the easiest to work with. Alloys like 5052, 5083, and 5754 mark strong weldability for marine, automotive, and construction uses.
Is 6061 aluminum good for welding?
6061 (a 6xxx series alloy) is weldable with certain challenges. The extremely popular alloy is prone to hot cracking, leading to strength loss in HAZs. The right filler (commonly 4043) can make the welds reliable.
Can you weld 7075 aluminum?
Incredibly strong 7075 (a 7xxx series alloy) isn’t recommended for conventional arc welding. It’s highly prone to solidification cracking and stress corrosion.
Is MIG or TIG better for aluminum?
TIG (GTAW) produces more precise welds + cleaner outcomes. It’s the best for thin sheets and critical joints. Faster MIG (GMAW) is more efficient for thicker ship, construction, and automotive sections.
What filler rod is best for 6061?
4043 filler rod is the most commonly recommended choice for 6061. It reduces the risk of cracking and provides smoother welds. 5356 filler rod can be used for higher strength and corrosion resistance.
Why does aluminum crack when welded?
Cracking occurs due to solidification shrinkage during cooling. Broad-ranged (2xxx and 7xxx) alloys are especially vulnerable. Incorrect filler, poor heat management, or contamination can worsen cracking.
Conclusion
Welding aluminum seems like melting the metal from the outside. But it involves the alloy composition and respective choices to the core. Understanding the limitations and applying the right method can unlock the welding’s full potential.
Not all aluminum options are equal. 5xxx alloys hold the gold standard, whereas 6xxx alloys demand a careful approach for a satisfactory outcome. Aerospace makers push boundaries with advancements like FSW on 2xxx and 7xxx.
Top Aluminum Alloys with the Best Weldability at HONJENNY
Honjenny is ready to help with your aluminum welding project. From conception to production, you’ll receive support from the best experts in the industry. Contact us for valuable insights and consultation from our experienced team.

{kind=link}